






Lubię oglądać tego typa w internetach. Podoba mi się jak rozwija swój biznes. Poza tym, jako programista, mam pewien sentyment do pracy wykonywanej własnymi rękami zamiast klikania w kąkuter.
#inzynieria #obrobkametali i trochę #programowanie
#inzynieria #obrobkametali i trochę #programowanie























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
czy jest jakaś alternatywna książka dla Metalworking: Doing It Better Lipton Tom ?
źródło: 91P7hUYIESL._SL1500_
PobierzJa bym chciał wiedzieć:
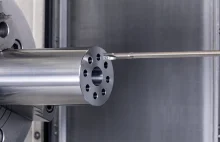
Jak wiercić otwory w wałku, żeby były w osi.
Jak przewiercić rurę w dwóch stron tak aby otwory były na środku i pod kątem prostym.
Jak wyznaczyć środek wałka, żeby wywiercić w
Jeśli o to ci chodzi to olx i do dzieła. Można się przejść do księgarni i się popytać czy gdzieś nie skupują starych podręczników.
I teraz drugie pytanie. Nowe wydania z maszynami za miliony czy PRLowskie wydania z czymś co realnie możesz kupić na własny użytek?
I co z tą