
Gdzie w Polsce są relatywnie najwyższe zarobki i najwięcej pracy w branży #cnc ? Czy #slask a zwłaszcza okolice #bielskobiala to ewentualnie dobry teren na szukanie roboty w moim fachu? Mam jakieś 8 lat doświadczenia w pracy głównie na tokarkach 3osiowych ze sterowaniem Sinumerika także jakieś proste frezowania z oprawek napędzanych też ogarniam. Codziennie mam praktycznie kilka przezbrojen (jednostkowa robota) więc swobodnie piszę / edytuje programy
Wszystko
Najnowsze
Archiwum


źródło: temp_file3798154512720342863
Pobierz
@DMMotoAdventures jakbyś potrzebował coś niewielkiego do wyfrezowania, to daj znać. Może ci machnę hobbystycznie w wolnej chwili. Zwłaszcza jak coś potrzebujesz precyzyjnie
@DMMotoAdventures mam Haasa, głównie w alu robie
Chłop buduje już 6 miesiąc ploter CNC w garażu. Można prosić o wykopanie?

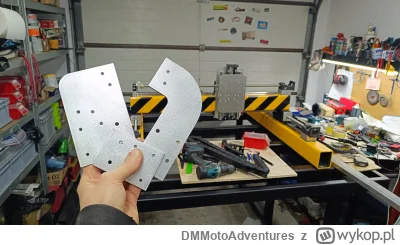
Ostatnio udało mi się poskręcać i pomalować ploter CNC. Zaczyna już to jakoś wyglądać, waga potworka to około 250kg :D Pomyślałem że pochwalę się na wykopie, może przez to zasięgi na YT by kapkę wzrosły, dziękuję za każde wykopanie :)
z- 82
- #
- #
- #
- #
- #
- #

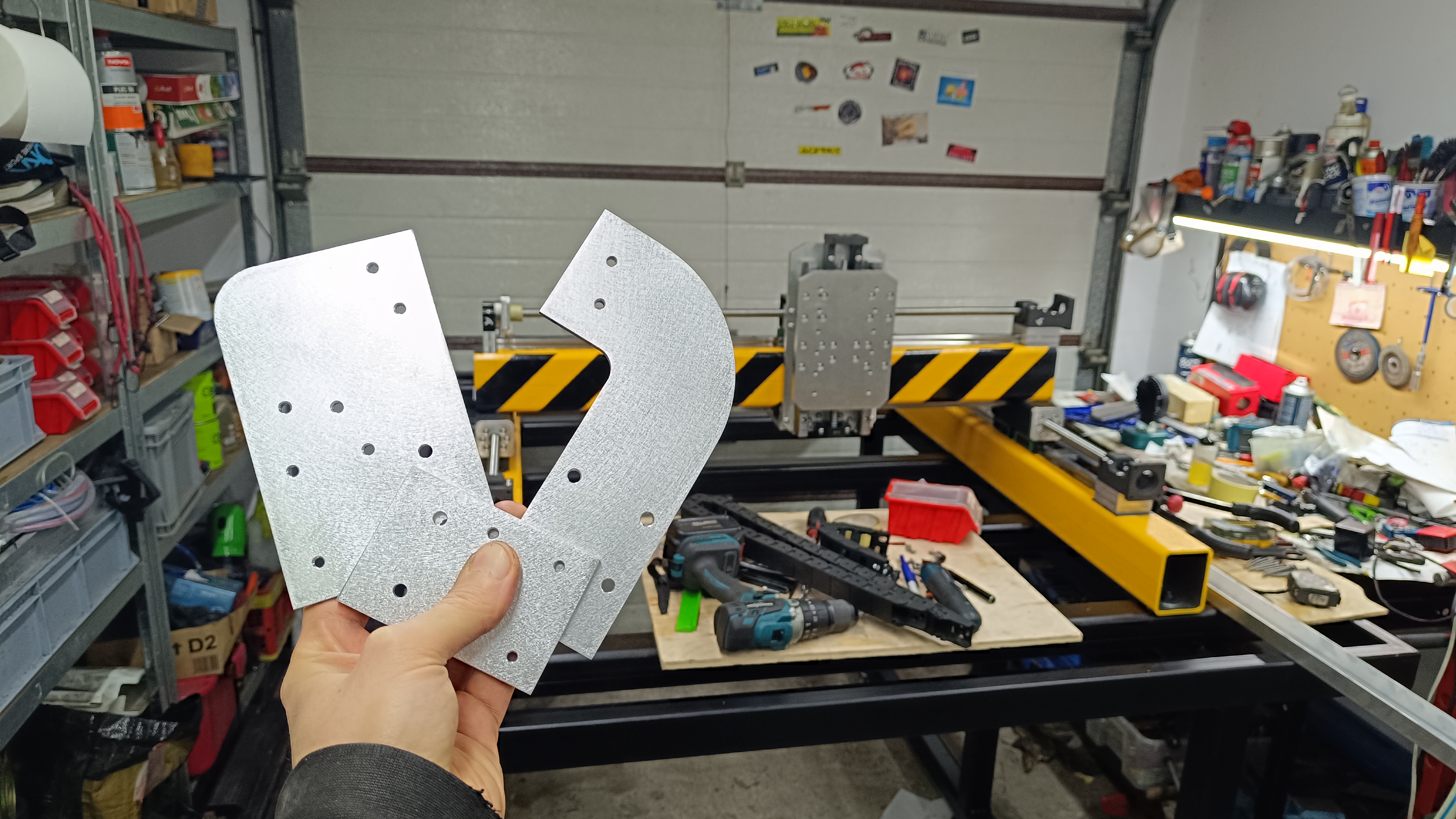
Mirasy z tagu #cnc, potrzebuję kogoś, kto wytnie mi na laserze dwa niewielkie detale z czteromilimetrowego aluminium - najlepiej w miarę szybko i z wysyłką. DXFa mam. Polecacie jakąś firmę?

źródło: temp_file7794485063964427473
Pobierz



Pomiar jakości kół zębatych podczas ich produkcji
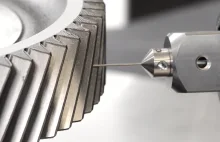
Pomiar jakości kół zębatych zwykle odbywa się tylko w sposób wyrywkowy. Artykuł opisuje jedno z najciekawszych zautomatyzowanych rozwiązań na rynku dla tego procesu oraz narzędzie do analizy głośności przekładni elektronicznych.
z- 1
- #
- #
- #
- #
- #
- #


@nickjuzmam: totalne miasto kultury, w cnc to chyba praca jest wszędzie

@nickjuzmam: przyjemnie się tam mieszkało kilka lat temu. Lasy i parki znajdziesz, są nawet dłuższe szlaki rowerowo-spacerowe. Możesz rzucać okiem czy arcelor-mittal nie rekrutuje, oni chyba są najwięksi w regionie jeśli chodzi o pracę z metalami
CNC dla szkół - Run MyVirtual Machine od Siemensa

Siemens wychodzi z ofertą na PC obejmującą cyfrowego bliźniaka maszyny z oprogramowaniem Run MyVirtual Machine. Do tej pory starszy symulator CNC Sinutrain jest zainstalowany w ponad 200 placówkach w Polsce, przez co uczniowie mają możliwość szybszego wejścia w świat programowania maszyn obróbczych.
z- 2
- #
- #
- #
- #
- #
- #

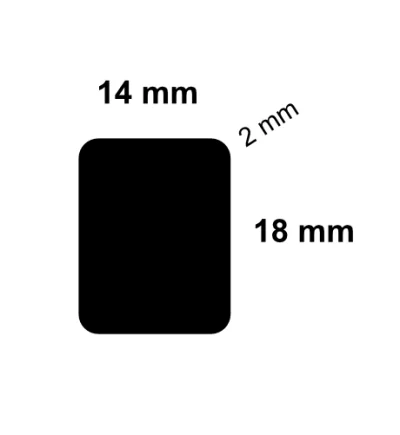
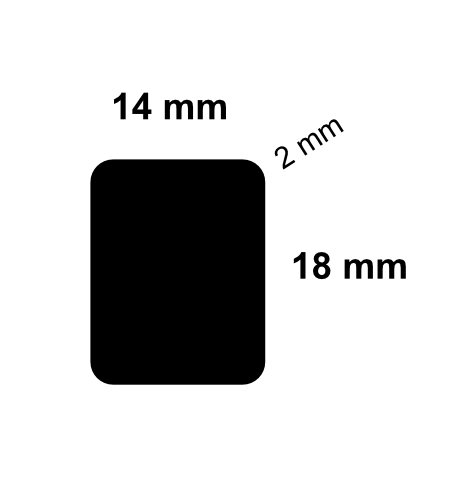
Potrzebuje wyciąć na (cnc?) kilkadziesiąt małych elementów z plexi lub ze szkła 18mm x 14mm. (z zaokrąglonymi rogami)
Poleci ktoś firmę, albo link na allegro gdzie wytnie to precyzyjnie w rozsądnej cenie?
Szukam i jakoś nie mogę znaleźć do takich małych elementów.
#cnc #diy #majsterkowanie
Poleci ktoś firmę, albo link na allegro gdzie wytnie to precyzyjnie w rozsądnej cenie?
Szukam i jakoś nie mogę znaleźć do takich małych elementów.
#cnc #diy #majsterkowanie
źródło: Zrzut ekranu 2024-03-14 154436
Pobierz@Damianowski Co dla ciebie znaczy precyzyjnie? Jeśli błąd ~ +-0,3mm i średni finish cięcia ci pasuje, to laserkiem będzie tanio z plexy.
Inaczej musi być pewnie frezowane - większa precyzja i gładkie linie cięcia(ale matowe), ale koszt większy
Szkło to nie wiem gdzie dostać, ale napewno drogo
Inaczej musi być pewnie frezowane - większa precyzja i gładkie linie cięcia(ale matowe), ale koszt większy
Szkło to nie wiem gdzie dostać, ale napewno drogo
@Damianowski: szukaj cięcia akrylu laserem, każda lepsza firma z branży reklamowej itp ma. Jeszcze zapomniałeś najważniejszego jakie grube.
@andrzejbambrzej: laser od stali kiepsko się do takich rzeczy nadaje. Z resztą nawet by takich pierdłół na stole po cięciu nie znaleźli.
poszukaj w branży obróbki metalu.
@andrzejbambrzej: laser od stali kiepsko się do takich rzeczy nadaje. Z resztą nawet by takich pierdłół na stole po cięciu nie znaleźli.

źródło: 2024-02-26
Pobierz

A gdyby tak kupić gotową frezarkę CNC i zamiast wrzeciona, zamontować palnik, zmienić stół i zrobić plazmę CNC? Czy ktoś, kto zna się na tym, mógłby mi powiedzieć, czy takie rozwiązanie miałoby sens? #cnc #elektronika
@Chrystus: tak tak, tylko ja mam na myśli palnik od plazmy, daje zdjęcie poglądowe. Myślę, że to waży więcej niż laser i dochodzi kwestia ciągnięcia za sobą przewodu

źródło: plasmaschneider-cut-120-plasmaschneidbrenner-p-80-120a-schlauchpaket-4-5mhtml
Pobierz
@Randy_the_Ram: plastikowy łańcuchowy organizer na kabel może wyeliminować naprężenia. Ewentualnie wieszak nad cnc.


@TomiliJons: Mogę się mylić, ale chyba nie potoczysz. Toczenie nad supportem to będzie chyba przejście materiału pod głowicą narzędziową (łoże skośne), albo nad obudową osi X (łoże klasyczne). Można tak toczyć tylko krótkie detale-nożami, które wystają w osi Z do przodu względem imaka, lub głowicy.
@TomiliJons: Chyba tak. W danych technicznych piszą, że pod głowicą przejdzie 700 mm.

#honda #suzuki #motocykle #cnc #enduro #supermoto #kiciochpyta #druk3d siema, szukam osłony do lampy na moją xrkę 650, wymiary przedniego telewizora to 4x6", interesuje mnie taka kratka, kiedyś widziałem to na takim motocyklu, dorabiać na CNC czy da się kupić gotową? Coś w tym stylu tylko że prostokąt https://allegro.pl/oferta/kratka-reflektora-oslona-lampy-przod-mz-etz-150-250-251-jawa-cz-350-175-ts-10559024910
@Tripel: https://www.google.com/imgres?imgurl=https%3A%2F%2Fsklep.boguslawski.pl%2Fimg%2F27396%2Foslona-lampy-przedniej-honda-xr-650l-1994-2015.jpg&tbnid=SlfZW3sqWTWwEM&vet=1&imgrefurl=https%3A%2F%2Fsklep.boguslawski.pl%2Foslona-lampy-przedniej-honda-xr-650l-1994-2015%2C3%2C-2%2C1074876&docid=kP1A0eTXbj5bxM&w=1200&h=1200&source=sh%2Fx%2Fim%2Fm4%2F2&kgs=10bab42fb1ce7fb5&shem=trie#vhid=SlfZW3sqWTWwEM&vssid=l
@mpetrumnigrum dzięki wielkie,ale drogo

#cnc #tokarki
Mam zmianę prędkości maszyny z silnika poprzez koła zębate, producent podaje wartość 54/86/100/40 Przy czym C to 100 D 40, opracowany jest tez inny system gdzie wystarczy zmienić dwie zębatki, ale głównie chodzi mi o to czy jeśli C to 106 a D 34 to czy obroty pozostają te same czy przełożenie już się zmienia? Mój chłopski rozum nie potrafi tego rozgryźć
Mam zmianę prędkości maszyny z silnika poprzez koła zębate, producent podaje wartość 54/86/100/40 Przy czym C to 100 D 40, opracowany jest tez inny system gdzie wystarczy zmienić dwie zębatki, ale głównie chodzi mi o to czy jeśli C to 106 a D 34 to czy obroty pozostają te same czy przełożenie już się zmienia? Mój chłopski rozum nie potrafi tego rozgryźć

źródło: temp_file2151687491342142945
Pobierz@DMMotoAdventures x zielone y czerwone z niebieski
@DMMotoAdventures: jak maszyna dla siebie - dawaj zielony jak dla mnie najbardziej kojący dla oczu.
Jak maszyna na handel - dawaj niebieski - taki poważny, godny zaufania ;)
Jak maszyna na handel - dawaj niebieski - taki poważny, godny zaufania ;)
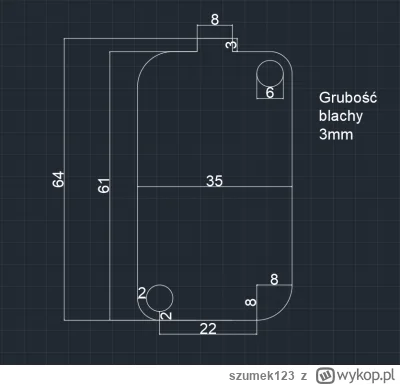
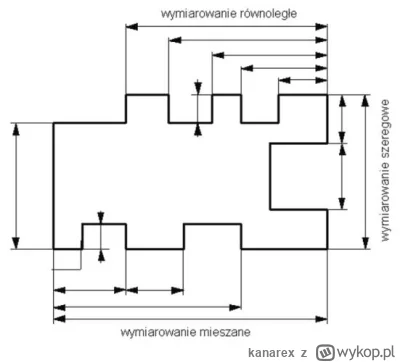
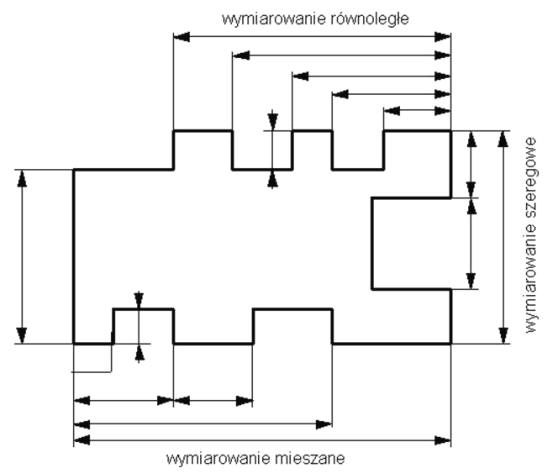
Mireczki od #cnc #pracbaza #inzynieria mam pytanie o wymiarowanie.
Mam wymiar liniowy np 250 i nie podane żadne normy więc przyjmuję średnią warsztatową.
Co jeżeli wymiar jest 250,00?
Stary ślusarz twierdzi że takie wymiary toleruje się +/-0,05 ale ja pytam wg jakiej normy, dla mnie to kwestia ustawień dokładności wyświetlania w solidzie.
Spotkaliście się z tym?
Rysunek niezwiązany z pytaniem
Mam wymiar liniowy np 250 i nie podane żadne normy więc przyjmuję średnią warsztatową.
Co jeżeli wymiar jest 250,00?
Stary ślusarz twierdzi że takie wymiary toleruje się +/-0,05 ale ja pytam wg jakiej normy, dla mnie to kwestia ustawień dokładności wyświetlania w solidzie.
Spotkaliście się z tym?
Rysunek niezwiązany z pytaniem
źródło: dokuwy1
Pobierz
konto usunięte via Wykop
nie chodzi o to, tylko mamy rysunek detalu i próbują mi uświadomić że jak jest zapis 250,00 to jest to +/-0,05 i nie jest to to samo co 250.
@kanarex: No to wprowadzają w błąd, bo to tolerancja z czapy która nie ma potwierdzenia nawet w tolerancji dokładnej wymiarów nietolerowanych według wcześniej wspomnianego ISO 2768. No ale dobrze wiem, że inżynierzy swoje, produkcja swoje. Nawet jak powołają się na tolerancje

@kanarex: Poprawnie zwymiarowany wymiar nie powinien miec niepotrzebnych zer po przecinku.
Zdarza się że są wymiary np 250,0 albo 250,00 i jednoczesnie tabelka z wyjasnieniem ze wymiary z jednym miejscem po przecinku sa np +-0,1 a z dwoma zerami +-0,05. Stad stare majstry sie upieraja bo pewnie kiedys p--------i, nie zobaczyli tabelki i teraz wszedzie na wszelki wypadek tak robia ( ͡° ͜ʖ ͡°)
Mnie tez
Zdarza się że są wymiary np 250,0 albo 250,00 i jednoczesnie tabelka z wyjasnieniem ze wymiary z jednym miejscem po przecinku sa np +-0,1 a z dwoma zerami +-0,05. Stad stare majstry sie upieraja bo pewnie kiedys p--------i, nie zobaczyli tabelki i teraz wszedzie na wszelki wypadek tak robia ( ͡° ͜ʖ ͡°)
Mnie tez
#cnc
Jak poziomuje się detale do obróbki o nieregularnych kształtach, np głowice do obróbki płaszczyzny? Jak zmierzyć następnie gdzie jest największe wybrzuszenie z tolerancja do 0,01? Zawsze mnie to zastanawiało, bo na CNC robiłem jednak całkiem inne rzeczy, raz w życiu może zabielilem jakieś płyty ale na tym koniec. Jak to się robi profesjonalnie?
Jak poziomuje się detale do obróbki o nieregularnych kształtach, np głowice do obróbki płaszczyzny? Jak zmierzyć następnie gdzie jest największe wybrzuszenie z tolerancja do 0,01? Zawsze mnie to zastanawiało, bo na CNC robiłem jednak całkiem inne rzeczy, raz w życiu może zabielilem jakieś płyty ale na tym koniec. Jak to się robi profesjonalnie?

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Miałby ktoś tabele gwintów w pliku do wydruku? Zależy mi na takiej zbiorczej dla calowych metrycznych, rurowych, trapezowe i briggsa