Czołem Mirasy. Mam takie pytanie do znawców tematu. Czy ktokolwiek z was spotkał się kiedyś z czymś takim w NX Camie, że często gęsto przy włączonej kompensacji maszyna się rozpłakuje przy załączaniu kompensacji lub przy wyłączaniu. Przykład z dzisiaj.
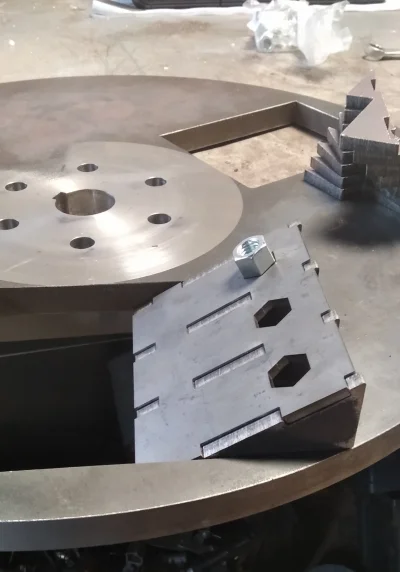
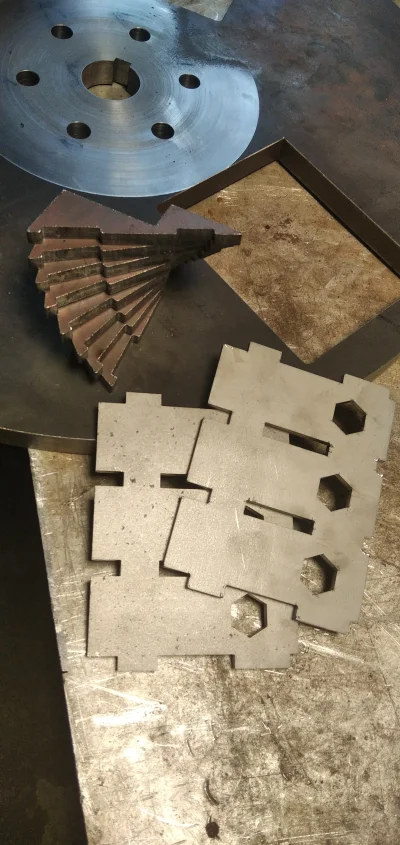
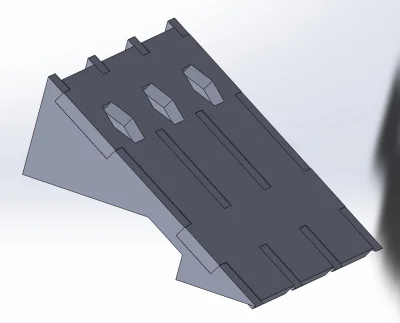
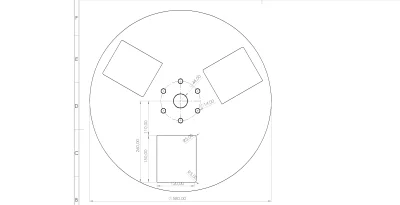
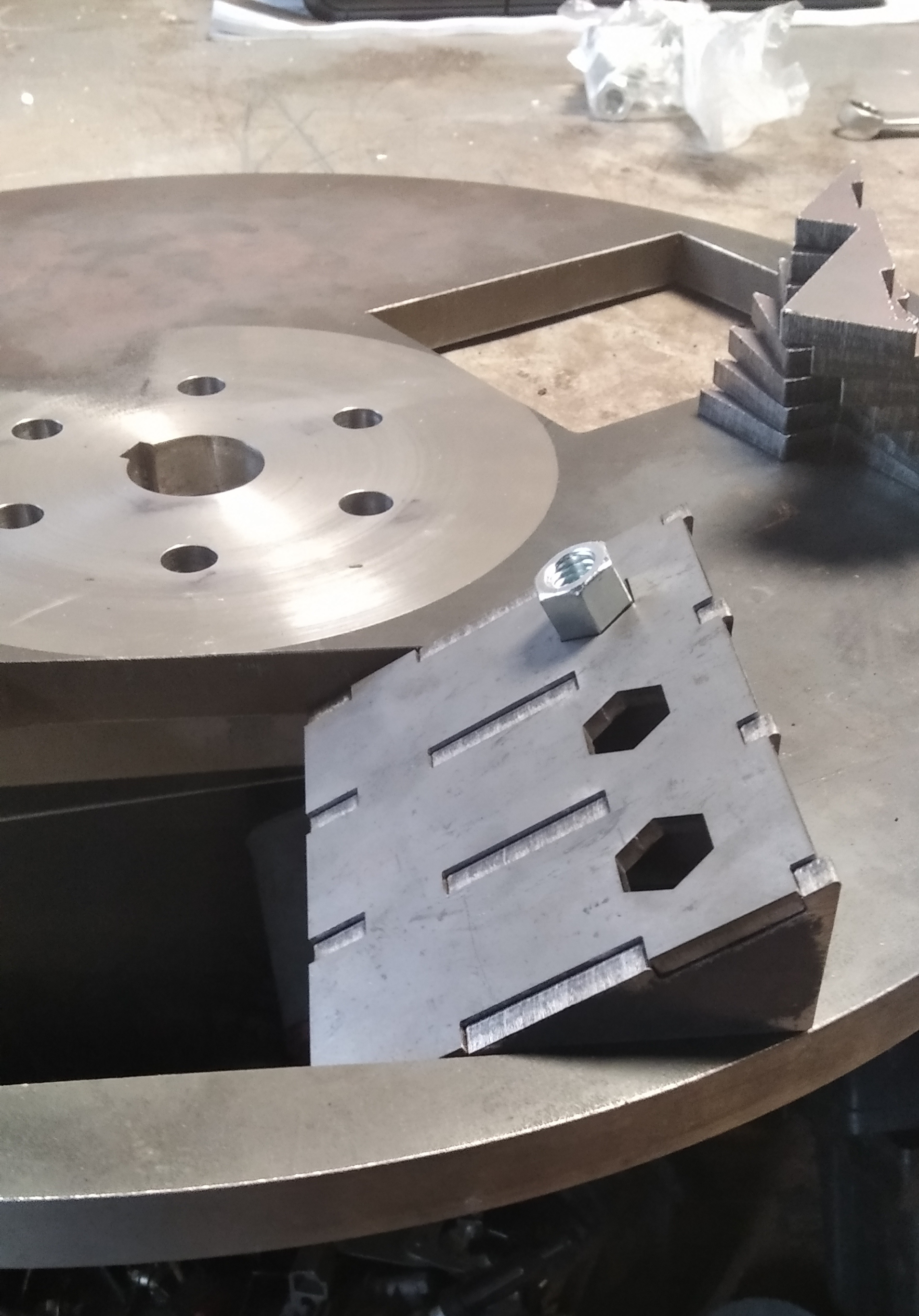
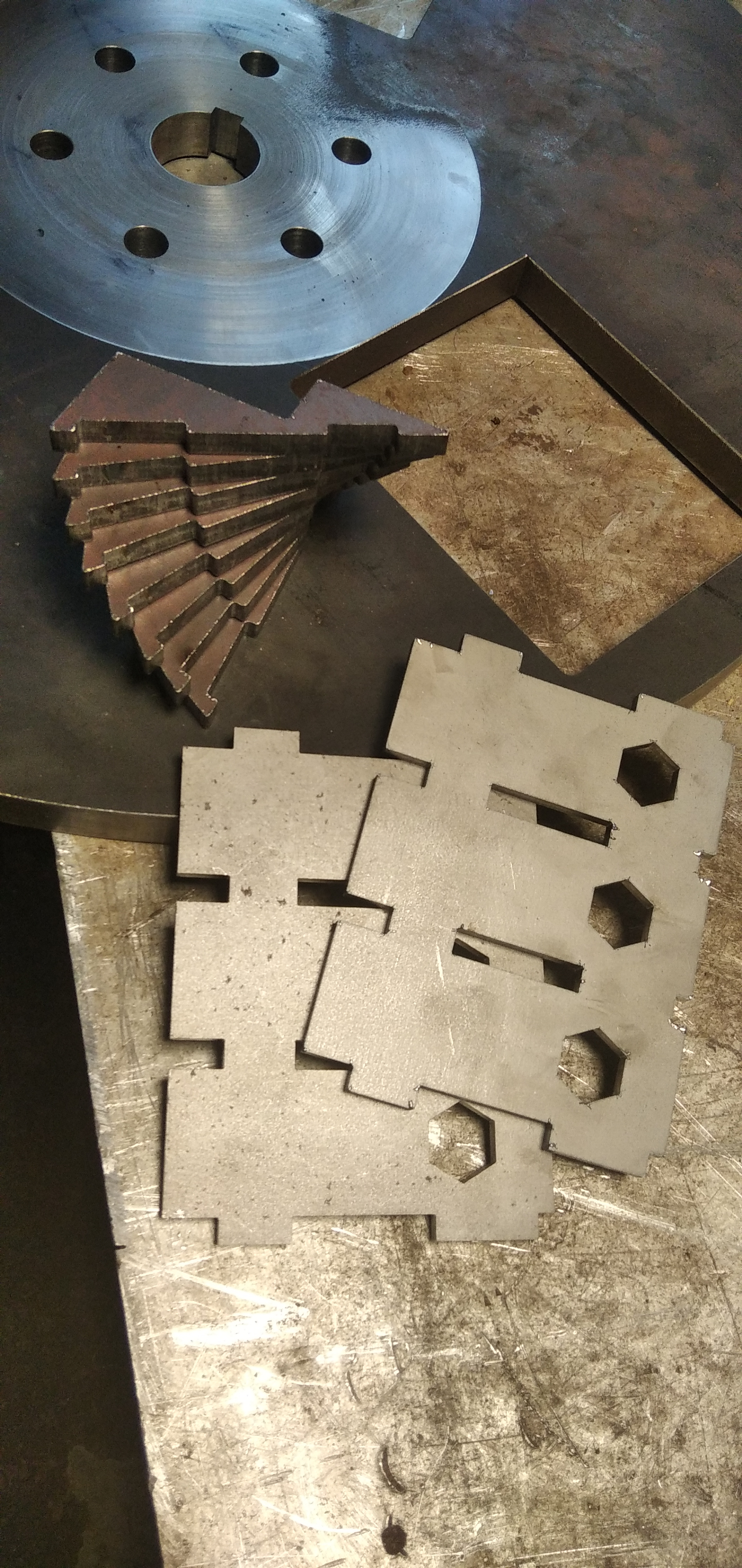
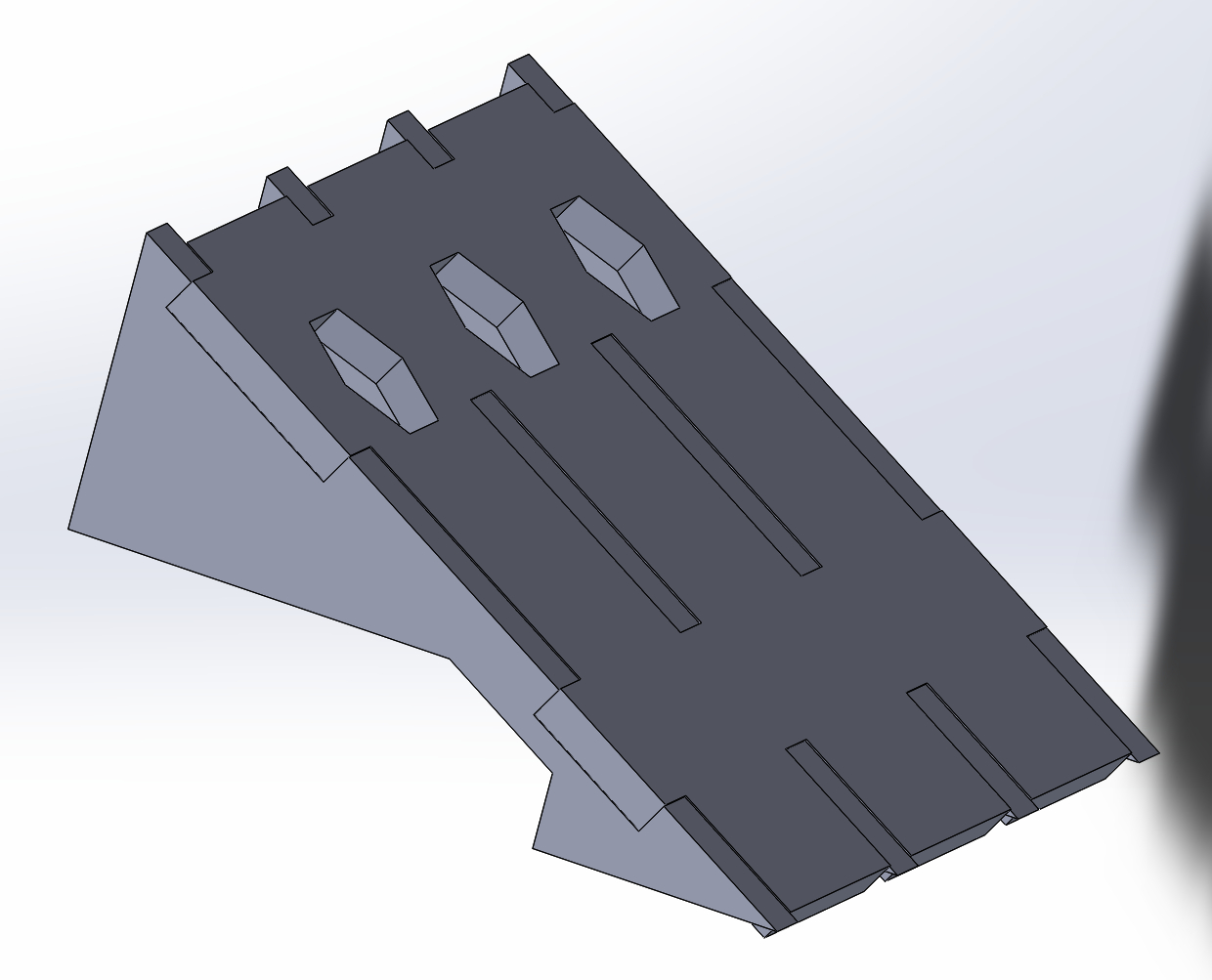
2 detale. Bardzo podobne. Różne rozmieszczenie otworów. Hole Milling, 2 otwory 8E8, identyczne. W pierwszym detalu wiercenie i później rozfrezowanie hole millingiem z korekcją. Wszystko poszło miodnie. Drugi detal. Leci hole milling i
2 detale. Bardzo podobne. Różne rozmieszczenie otworów. Hole Milling, 2 otwory 8E8, identyczne. W pierwszym detalu wiercenie i później rozfrezowanie hole millingiem z korekcją. Wszystko poszło miodnie. Drugi detal. Leci hole milling i
































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
To znaczy ja stoję przy maszynie, albo przy tablicy- ale taki zawód…
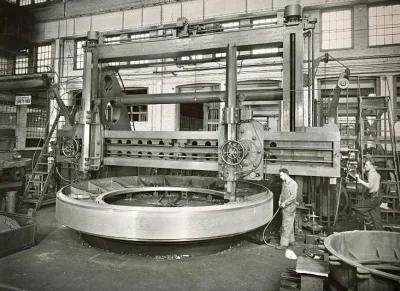
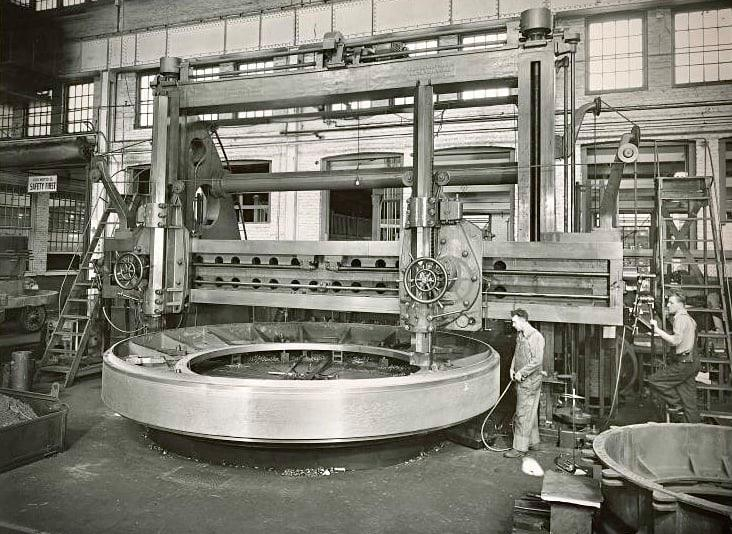
Produkcja mało seryjna, jak jeździcie pociągami to macie do czynienia z tymi elementami! Ale ich nie widzicie.
Przy
1. Kayali Citrus | 08 – flakon 100 ml
Zostało ok. ~30 ml (wg poziomu na zdjęciu). Świeże cytrusy, czyste lato, fajne na dzień i do biura. -99 PLN
2. Givenchy Amarige
Klasyk „z charakterem” – ciepłe kwiaty, złota nostalgia, ale wciąż robi efekt. Poziom
źródło: 7C19C9E0-BACB-4E3D-9A80-23E99B18743D
Pobierz