Wszystko
Najnowsze
Archiwum


źródło: 20250224_133812
Pobierz

źródło: 456198055_919653806866360_1621359831714230413_n
Pobierz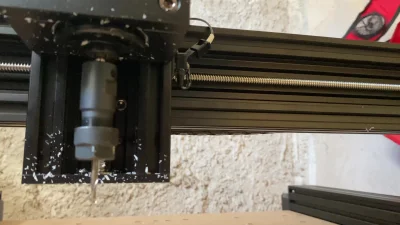


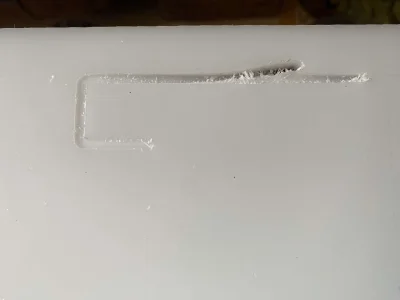
gdy ostrze frezujące idzie na osi X w prawo zaczyna za bardzo się zagłębiać.
Oprócz niewłaściwego poziomowania stół-prowadnice (ale to musiałoby być grubo krzywo) jest kilka kwestii:
- czy faktycznie widzisz, możesz sprawdzić po przejeździe, że głowica idzie w osi Z w dół podczas frezowania? Jeśli tak, to może silnik osi Z nie trzyma (za słaby prąd, za małe opory na śrubie, a za duża masa wrzeciona, i opada np. od wibracji, przeskakując
Power Skiving: alternatywa dla dłutowania i przeciągania w obróbce kół zębatych

Power Skiving alternatywa dla dłutowania i przeciągania to zupełnie nowy standard pod względem jakości i kosztów dzięki zintegrowanemu ostrzeniu narzędzia skrawającego. Rewolucjonizuje proces produkcyjny i obecne koncepcje narzędzi do obróbki wykańczającej na twardo nawęglanych kół zębatych.
z- 0
- #
- #
- #
- #
- #
- #

Szykam zestawu gwintowników i narzynek na gwinty M1 .... M2, M2.5
Znalazłem coś takiego tu: Aliexpress
(uchwyty wyglądają słabo)
Czy ktoś coś takiego widział dostępnego w kraju?

źródło: gwintowniki
Pobierz

Słuchajcie, na razie nie wiem gdzie szukać więc piszę na wykopie ( ͡° ͜ʖ ͡°)
SPRZEDAM hurtowe ilości frezów (garant, holex, Guhring), wiertła, klucze dynamometryczne, głowice oraz SPRZEDAM hurtowe ilości folii (worki na cebule, przekładki na palety, worki na śmieci w różnych kolorach, pojemnościach, rękaw foliowy, itp).



źródło: rca
Pobierz


#cnc #frezowanie

Cykle obróbkowe: na przykładach SINUMERIK, HAAS, HEIDENHAIN, FANUC

Każde sterowanie maszyn CNC posiada mniej lub bardziej rozbudowaną bazę cykli obróbkowych. Zapraszamy na pigułkę wiedzy nt. cykli wiercenia, cykli frezowania, cykli toczenia na maszynach cnc
z- 0
- #
- #
- #
- #
- #
- #

Po lewej nowy frez. Po prawej frez który wyciął z 5 cm/3-4mm. Zaczął dymić i ściemniał. Dremel 4000 z przystawką do frezowania i oryginalnymi frezami. Tnę bambus. Wczoraj wyciąłem prostokąt 24x22x2mm bez problemu. Co robię źle, co zrobić lepiej i czy używanie dalej tego frezu jest bezpieczne?

źródło: comment_1666251314oxa9xAM0LArh8yYwvi5oQj.jpg
PobierzPrzypalanie drewna to zazwyczaj jak za wolno zbierasz materiał. Spróbuj mniejsze głębokości, ale szybciej podawaj materiał.
https://www.taktility.com/overlays/xtouch-mini/
Mogłoby być bez albo już z nadrukami.
Ktoś robił coś podobnego? Jak się za to zabrać? (w sensie gdzie mógłbym takie coś zamówić)
#frezowanie #cnc #cad

Frez fi4mm do drewna i gryzie 5mm na jeden przelot. Posuw jak zawsze 10mm/s.
Materiał płyta OSB 15mm
Spamuję

źródło: comment_1650387353ha8AHTawie9j6pkLQh0RJ5.jpg
Pobierz
źródło: comment_1650387516O9a0C7ZOkxzNvRWtm2ZQWt.jpg
PobierzKomentarz usunięty przez autora

Dałem mniejszy frez (4mm) ale gryzłem głębiej (0,5mm). Posuw jak ostatnio 10mm/s. Czas cięcia około 35minut
Powierzchnia z jednej strony "taka se", ale z drugiej strony to ploter dość spory ploter za dość śmieszny pieniądz. Sam materiał obrabiany był położony na dwóch drewienkach i przygnieciony żelastwem z siłowni.
Wymiary
-silniki krokowe nema 23 3Nm
-śruby kulowe 16mm
-prowadnice liniowe 20mm
-wrzeciono chłodzone powietrzem ze sterownikiem
Kulowa będzie o skoku 5mm, czyli chyba najmniejszy możliwy więc to powinno troszkę pomóc.
@DMMotoAdventures:
Ja mam kulową 16x5 na i samo nie opada.
Na zetce wrzeciono 1,5kW, serwo iHSV57-30-18-36 z przekładnią 1:2, w sumie na śrubie wisi 20kg.
I zawsze można dodać sprężynę gazową.
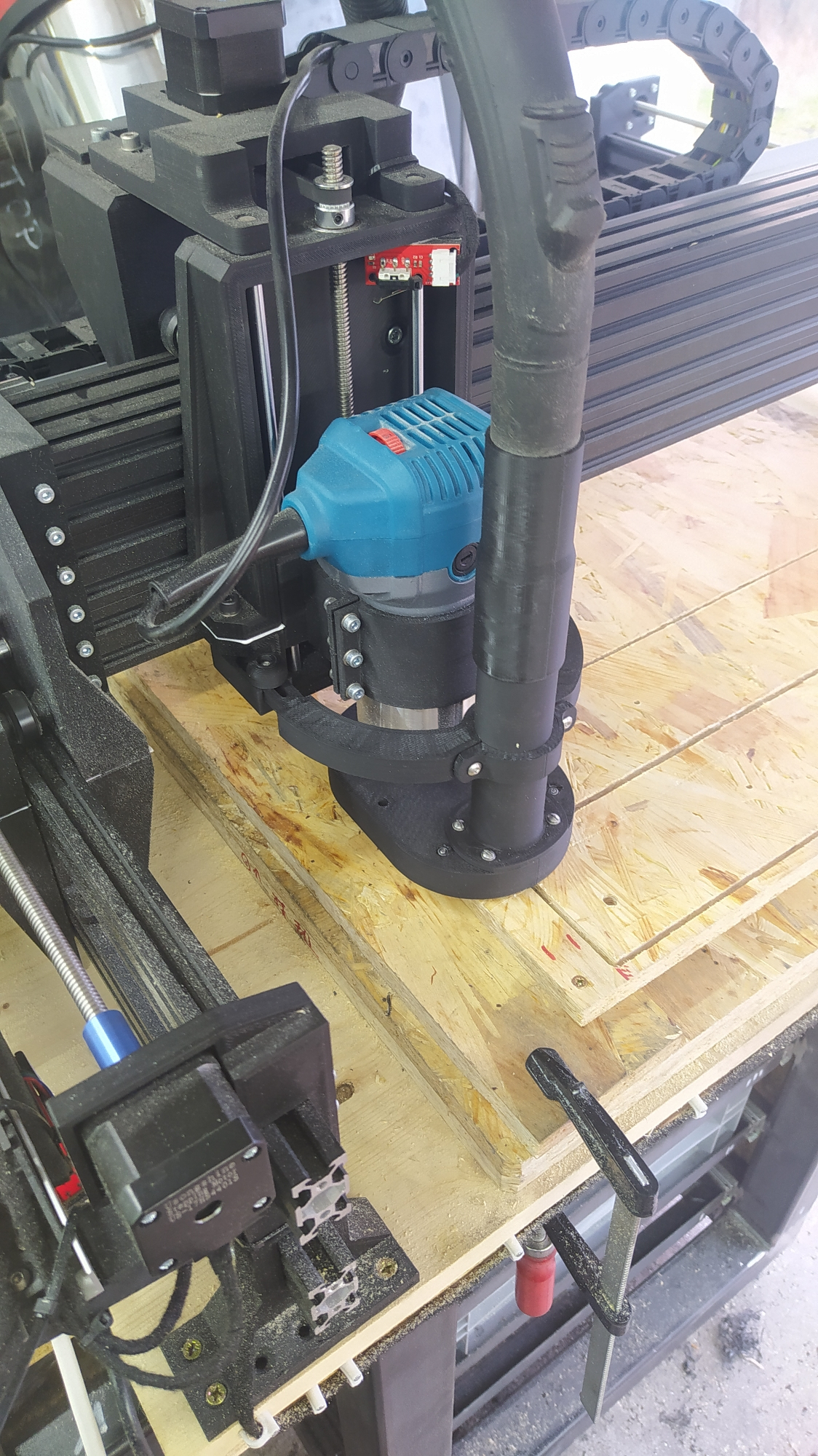
Kolejna aktualizacja + mały test w kawałku drewna :)
Ostatnio udało mi się:
-Dodać 3 czujniki krańcowe, mocowane na wydrukowanych podstawkach. Ale żeby nie było zbyt łatwo to podczas testów wyszło że odbierają one ogrom zakłóceń i maszyna nie mogła się wyzerować. Pomogło dodanie rezystorków podciągających + kondensatorek na każdej linii aby filtrować trochę śmiecia. Teraz działa. Jeszcze był problem z osią Z, bo płytka była skonfigurowana inaczej i pod złączem od czujnika


Jak klienci wyobrażają sobie produkcję CNC?

Opis musi mieć ile tam znaków.
z- 132
- #
- #
- #
- #
- #
- #
#cnc #frezarka #frezowanie #mechanika #technologia

Przy frezowaniu walcowym głębokość skrawania jest prostopadła do płaszczyzny obrobionej, szerokość frezowania jest prostopadła do posuwu i równoległa do płaszczyzny obrobionej; przy frezowaniu czołowym głębokość skrawania jest prostopadła do posuwu i równoległa do płaszczyzny obrobionej. Jak to wygląda przy frezowaniu skośnym? (ง ͠° ͟ل͜ ͡°)ง

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Frezowanie dyni CNC na halloween (Haas Mini Mill 2 3-osiowa)

Czołem trochę nam się nudziło a że zbliża się halloween wiec postanowiliśmy wyfrezować dynie z aluminium. Dynie wykonaliśmy z dwóch prostokątnych połówek aluminiowych P6 o wymiarach 100x100x50 mm. Dynie zaprojektował nasz kolega Janusz. Frezarka na której został detal wykonany to Haas...
z- 1
- #
- #
- #
- #
- #
Napędzany wewnętrznym chłodziwem przez wrzeciono
Przy pompie 40bar wychodzi 60tys obrotów.
Całkiem dobrze się narazie spisuje np
Przy frezie 2r1
vc 380
źródło: temp_file1517562594720891711
PobierzAp, 0,03
F2400
źródło: temp_file9127054374410938647
Pobierzźródło: temp_file6179387372386897864
Pobierz