Wszystko
Najnowsze
Archiwum
Wizualizacja PLC Siemens S7-1200 przez Web Server • AUTOMATYKA

Jeśli zaczynasz przygodę ze sterownikiem PLC Siemens S7-1200 to powinieneś również spróbować wykonać wizualizację z pomocą funkcji WEB SERVER. Jest to nic innego jak serwer strony www zaimplementowany w sterowniki PLC. Oznacza to, że wykonując kod html możemy odczytywać i zapisywać...
z- 3
- #
- #
- #
- #
- #
- #
Działanie systemu do szaf elektrycznych - SmartWire-DT

Jeśli masz związek z automatyką lub budową szaf elektrycznych to powinieneś się zainteresować tym rozwiązaniem. Szycie szafy nawet do 70% szybciej!
z- 4
- #
- #
- #
- #
- #
- #


Serwomechanizmy Mitsubishi - funkcje stosowane w praktyce KURS AUTOMATYKI

Ostatni odcinek serii kursu automatyki o serwomechanizmach Mitsubishi Electric. Tym razem opowiadamy o funkcjach stosowanych w praktyce. Dowiesz się co to jest interpolacja liniowa i kołowa, krzywka elektroniczna, podążanie za enkoderem, funkcja mark detection oraz diagnostyka i strojenie serw.
z- 0
- #
- #
- #
- #
- #
- #

K-------e, moduł wejść analogowych 600 zł... Tyle co cpu 1212 ;/
Lepsze wyjścia tranzystorowe co? Przekaźniki wydają mi się useless.
Czyli jak coś to brać dc/dc/dc?

Szafy elektryczne na sterydach - przegląd systemu SmartWire-DT od iAutomatyka.pl

Prefabrykacja, produkcja, składanie lub po prostu, po naszemu, „szycie” szaf elektrycznych. Jest to procedura, nieraz rutynowa, polegająca na montażu w szafie elektrycznej urządzeń oraz wykonywaniu setek połączeń elektrycznych od punktu do punktu według schematu. Zobacz jak przyśpieszyć te prace!
z- 3
- #
- #
- #
- #
- #
- #
Kurs Automatyki #6.2 Serwomechanizmy - podłączenie i programowanie

Widziałeś pierwszy odcinek? Wyjaśniliśmy podstawowe zagadnienia związane z serwomechanizmami. Tym razem przyjrzymy się połączeniom elektrycznym i oprogramowaniu. Prościzna!
z- 2
- #
- #
- #
- #
- #
- #


@Wegrzynski:
Kurs Automatyki #6.1 Serwomechanizmy - budowa i działanie iAutomatyka.pl

Serwomechanizmy... z pozoru mogą wydawać się to trudne zagadnienia ale przekonasz się, że rozwiązania jakie są dostępne wykonują większość pracy za nas. Na początek wypada zrozumieć kilka podstawowych pojęć i właśnie od tego zaczniemy.
z- 38
- #
- #
- #
- #
- #
- #


Przykład 10 - communication with s7-300
or tutaj
https://support.industry.siemens.com/cs/document/87604984/how-do-you-establish-an-s7-connection-(server-client)-between-a-logo!-0ba7-and-an-s7-300-cpu-?dti=0&lc=en-WW
Warsztaty Robotyki w stylu all inclusive - Mitsubishi Electric Robot Road Show

Jako zespół iAutomatyka zwiedziliśmy już kilka tego typu wydarzeń ale zdecydowanie to zasługuje na wyróżnienie! W czerwcu 2017 Mitsubishi Electric zorganizowało dwudniowe Warsztaty obejmujące dobór oraz programowanie robotów przemysłowych MELFA w pięciu miastach polski. Było grubo!
z- 0
- #
- #
- #
- #
- #
- #

#pracbaza #kiciochpyta
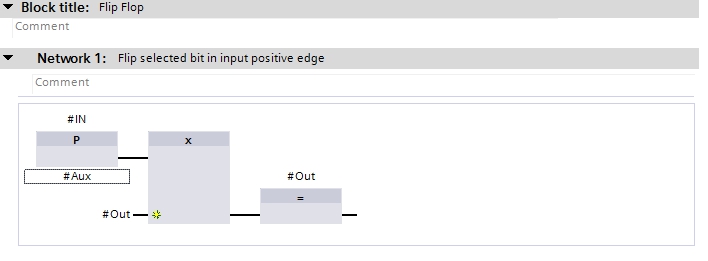
Poszukuje informacji jakich zasad trzymać się generalnie przy tworzeniu programu PLC od "zera".

- zmienne zmapowane na wejscia nazywam z przedrostkiem di - np. diEStop, dihatchopen
- zmienne zmapowane na wyjscia dostaja przedrostek do - np. doopenhatch itp
- zmienne globalne dostaja przedrostek g - np. gparams
- program podziel na moduly funkcojanlne - np. sterowanie grzaniami osoby task, sterowanie napedami pomp inny,
W omronie dużo razy robiłem ale na siemensie nie działa lub nie mogę sobie przypomnieć.
#plc #siemens #s7-1200
#automatyka
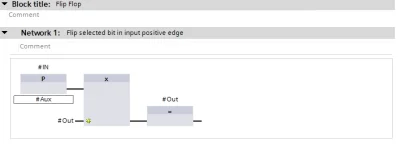
źródło: comment_O5D0x5QxjlY5gSITkm6gk0t26ExddjnM.jpg
PobierzAle obczaj to:
https://support.industry.siemens.com/tf/WW/en/posts/ladder-logic-to-start-stop-motor-using-only-one-button/139845?page=0&pageSize=10



{kind=link}
Bezpłatne kursy E18 i E19 ( mechatronik) CKP Kraków - zapisy ruszyły! •
Witam Was, mam małe ogłoszenie i prośbę. W Centrum Kształcenia Praktycznego w Krakowie rozpoczęły się zapisy na kolejny rok BEZPŁATNYCH kwalifikacyjnych kursów zawodowych dla dorosłych. W tym roku ukończyłem kwalifikacje E3 – Montaż urządzeń i systemów mechatronicznych i od września...
z- 0
- #
- #
- #
- #
- #
- #
#robotyka #plc #automatyka #japonia #pytaniedoeksperta
1. nie manipulator, tylko ROBOT! ᕙ(⇀‸↼‶)ᕗ
2. nie jest on jakoś wyjątkowo precyzyjny w stosunku do innych robotów na rynku w tej klasie, połowa tego filmu to bulszit.
3. na tą precyzję składa się całość - od jakości wykonania mechaniki, przez jakość i precyzję elektromechaniki i elektroniki samego ramienia (tego typu robot dzięki enkoderom jest w stanie rozróżnić bodajże 2^16=65536 różnych pozycji