#obrobkametali #cnc zawias kulowy 80:)
Wszystko
Najnowsze
Archiwum
konto usunięte via Android


@szukajek: Wyglada jak jakaś hala w Morii. Albo komora reaktora w SW.
#codziennygwintownik
8/100
Gwintowniki ręczne z powodzeniem można montować w sprzęgle zabieraka maszynowego. Z tym że trzeba dobrać sobie odpowiednie sprzęgło bo gwintowniki ręczne maja inną średnicę chwytu niż maszynowe. Na zdjeciu m22x1.5 w sprzęgle do gwintownika maszynowego m20. Takie używanie ma jedną wadę - gwintownik prędzej czy później pęknie. Czasami nawet za pierwszym razem, a sprzęgło nie przepuści. Jakby te ręczne gwintowniki to gorsze były...
#codziennygwintownik
#cnc
8/100
Gwintowniki ręczne z powodzeniem można montować w sprzęgle zabieraka maszynowego. Z tym że trzeba dobrać sobie odpowiednie sprzęgło bo gwintowniki ręczne maja inną średnicę chwytu niż maszynowe. Na zdjeciu m22x1.5 w sprzęgle do gwintownika maszynowego m20. Takie używanie ma jedną wadę - gwintownik prędzej czy później pęknie. Czasami nawet za pierwszym razem, a sprzęgło nie przepuści. Jakby te ręczne gwintowniki to gorsze były...
#codziennygwintownik
#cnc

źródło: comment_tYJGpUcKFPcujzyGiYxqZSxd5nHXju2G.jpg
Pobierz
@Borys125 do małych gwintów średnie, bo jeden niewłaściwy ruch i gwintownik złamany...

@pan-violaceus: raczej nie zdarza się połamać. Jak sie ustawi dobrze detal to wszystko ok.


Jak powstają rury bezszwowe
- 2
- #
- #
- #
- #
#codziennygwintownik
To jest duży gwintownik i nawet nie handlujcie z tym
#obrobkametali #cnc #majsterkowanie
To jest duży gwintownik i nawet nie handlujcie z tym
#obrobkametali #cnc #majsterkowanie

źródło: comment_zJNhGJNLaZ2M0e91RhA0rpTkbMXUgKg3.jpg
Pobierz
@Mekki: to jest szara myszka wśród gwintowników
#codziennygwintownik
7/100
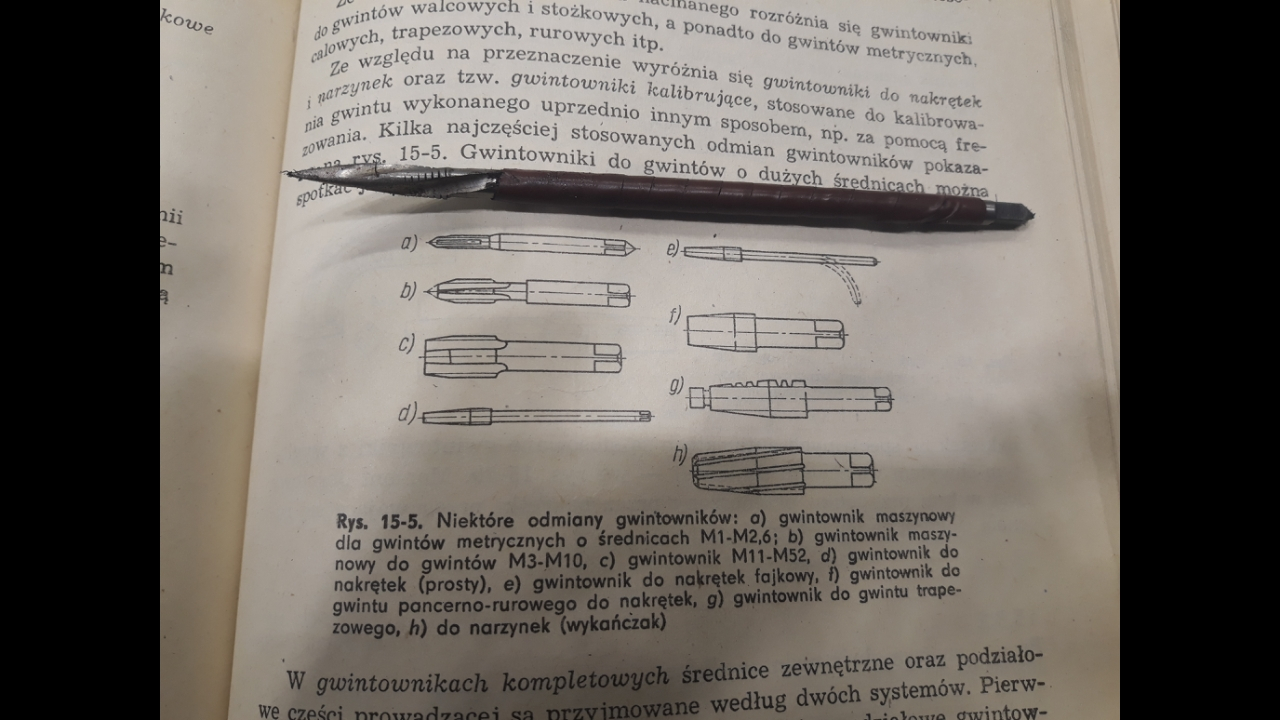
Ostatnio dodawane gwintowniki maszynowe, te proste, to gwintowniki do produkcji nakrętek. Brak usuwania wióra jest w zasadzie nie potrzebny na krótkim odcinku gwintowania(grubość nakretki),
tak samo długość części roboczej narzędzia, itak nakrętka przechodzi przez całą część skrawającą. Nie mam na to żadnego filmu ale to było w tym filmie co wrzuciłem jako znalezisko. Gwintownik sie cały czas obraca, gwintuje i jednocześnie wciąga nakrętki z "uchwytopodajnkia" na siebie.
Gdy sie nimi zapełni,
7/100
Ostatnio dodawane gwintowniki maszynowe, te proste, to gwintowniki do produkcji nakrętek. Brak usuwania wióra jest w zasadzie nie potrzebny na krótkim odcinku gwintowania(grubość nakretki),
tak samo długość części roboczej narzędzia, itak nakrętka przechodzi przez całą część skrawającą. Nie mam na to żadnego filmu ale to było w tym filmie co wrzuciłem jako znalezisko. Gwintownik sie cały czas obraca, gwintuje i jednocześnie wciąga nakrętki z "uchwytopodajnkia" na siebie.
Gdy sie nimi zapełni,
źródło: comment_smIhQVdOn61xffTWttH5vef0oEvY24yQ.jpg
Pobierz
@pierzak razem z zębem?

@Salomontheking takie maleństwo

źródło: comment_oN3pYcOVXlRfWf9AELPdq6FIxpV5OcDX.jpg
Pobierz
konto usunięte via Android

#codziennygwintownik
6/100
Dawniej aby zaoszczędzić jakościowy materiał z którego robi sie część roboczą gwintownika robiono je z bimetalu, część chwytowa była robiona z niskiej jakości i tańszej stali, która była zgrzana, przeważnie tarciowo, z wysokiej jakości stalą narzędziową. Robiono tak dla oszczędności drogiego materiału. Dlatego złamany gwintownik to idealny materiał na punktak lub przecinak ślusarski. Cześć chwytowa nie bedzie pękać od uderzeń młotkiem, a robocza zostawi idelany ślad na materiale.
6/100
Dawniej aby zaoszczędzić jakościowy materiał z którego robi sie część roboczą gwintownika robiono je z bimetalu, część chwytowa była robiona z niskiej jakości i tańszej stali, która była zgrzana, przeważnie tarciowo, z wysokiej jakości stalą narzędziową. Robiono tak dla oszczędności drogiego materiału. Dlatego złamany gwintownik to idealny materiał na punktak lub przecinak ślusarski. Cześć chwytowa nie bedzie pękać od uderzeń młotkiem, a robocza zostawi idelany ślad na materiale.

źródło: comment_TwNvq89rBFQYa56SWn5loDLQfCWNkeYo.jpg
Pobierz
@Salomontheking za gwintownik zawsze plusik xd
@Polasz: nie produkuje gwintowników jeśli o to chodzi :)
Ale takie SV18 to byłoby lepiej niż trzymać dziewczynę za rękę.
Ale takie SV18 to byłoby lepiej niż trzymać dziewczynę za rękę.
#codziennygwintownik
5/100
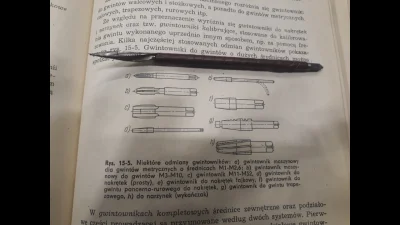
Na zdjęciu gwintownik drobnozwojny M33x2 produkcji FWP. Stary typ gwintownika maszynowego, jak ostatnio. Karta dla porównania wielkości. Gwint istnieje w standardach a mam wrażenie że jest używany tylko w polsce. Używany głównie w hydraulice siłowej czyli tam gdzie jest wykorzystywane ciśnienie oleju np siłownik hydrauliczny. Żeby łatwo i szybko policzyć jaki otwór wykonać pod taki gwint musimy od średnicy gwintu odjąć skok, w tym przypadku 33-2=31. Otwór nie
5/100
Na zdjęciu gwintownik drobnozwojny M33x2 produkcji FWP. Stary typ gwintownika maszynowego, jak ostatnio. Karta dla porównania wielkości. Gwint istnieje w standardach a mam wrażenie że jest używany tylko w polsce. Używany głównie w hydraulice siłowej czyli tam gdzie jest wykorzystywane ciśnienie oleju np siłownik hydrauliczny. Żeby łatwo i szybko policzyć jaki otwór wykonać pod taki gwint musimy od średnicy gwintu odjąć skok, w tym przypadku 33-2=31. Otwór nie

źródło: comment_NG1Hko6JemRN86VONYoAlRzZssQGlwLw.jpg
Pobierz

@Salomontheking: niezła lufa ziomek
moje maleństwa:)
#obrobkametali
#obrobkametali

źródło: comment_FUcheNqV5Jf9wp95GxXAx2xXfUafsziz.jpg
Pobierz
Film o gwintownikach.

Bonus do mojego tagu. Miłego ogladania.
z- 85
- #
- #
- #
- #
- #
- #

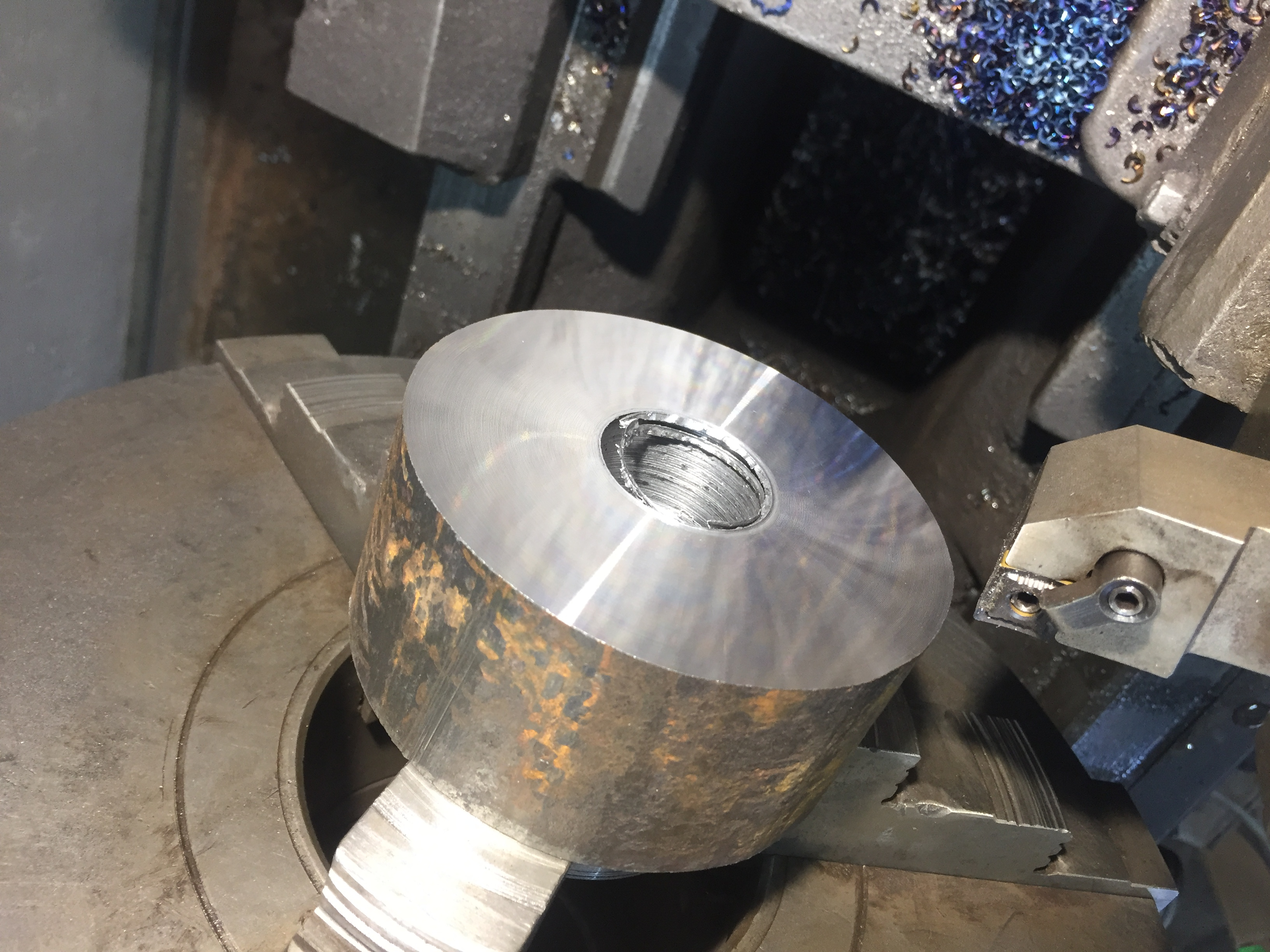
Co oznacza toczenie "za osią"? Chodzi o oś X czy Z?
#pytanie #cnc #cncboners #obrobkaskrawaniem #obrobkametali #warsztat #fanuc #haas #sinumerik
#pytanie #cnc #cncboners #obrobkaskrawaniem #obrobkametali #warsztat #fanuc #haas #sinumerik
Nie wiem czy o to chodzi, ale myślę, że chodzi o oś X - czyli wyjechanie trochę po za np. przy planowaniu - tak aby nie było tego cypka który czasem zostaje.
@mirkobogdan @z_ielonka @tomek7322 @PossessedPriest @Chrystus: https://www.youtube.com/watch?v=2gWfhfPEhkQ&t=5s w tym instruktażu jest o tym mowa (4:25), jutro druga część, gdzie omówi właśnie toczenie za osią.
#codziennygwintownik
4/100
Gwintownik ze zdjecia to standardowy M12x1,75. Do wykoniania takiego gwintu potrzebne jest wiertło 10, 25mm lecz ja używam 10,2mm. Cały zabierak wraz z gwintownikiem ze zdjęcia to konstrukcja z czasów gdy mnie na świecie nie było. Gwintownikiem tym można wykonywać otwory przelotowe jak i nieprzelotowe, a wiór nie jest nigdzie odprowadzany, inaczej mówiąc, robi pod siebie. Cześć właściwa gwintu zaczyna sie mniej więcej od połowy części roboczej gwintownika,
4/100
Gwintownik ze zdjecia to standardowy M12x1,75. Do wykoniania takiego gwintu potrzebne jest wiertło 10, 25mm lecz ja używam 10,2mm. Cały zabierak wraz z gwintownikiem ze zdjęcia to konstrukcja z czasów gdy mnie na świecie nie było. Gwintownikiem tym można wykonywać otwory przelotowe jak i nieprzelotowe, a wiór nie jest nigdzie odprowadzany, inaczej mówiąc, robi pod siebie. Cześć właściwa gwintu zaczyna sie mniej więcej od połowy części roboczej gwintownika,

źródło: comment_TcjMbZNHGV0IdGiEOIbZjaIIV4We2Lwj.jpg
Pobierz@Trelik: nie mam. Nie używam już tego narzedzia bo zaś koszmary sie śnią typu g0 z-100...
@Salomontheking: i jak to mówią: "widzisz młody! teraz już wiesz skąd u mnie tyle siwych włosów"
#codziennygwintownik
3/100
Na zdjęciu standardowy gwintownik maszynowy nieprzelotowy M20x2,5 z fanara zamontowany w zabieraku ze sprzegłem i kompensacją w osi pracy gwintownika. Sprzęgło to element środkowy ze zdjecia po lewej, do każdej średnicy gwintownika jest inne, ze względu na srednice
chwytu gwintownika oraz inna siłę sprzęgła potrzebną do pracy. Sprzęgło przestaje przenosić moment obrotowy na gwintownik w przypadku gdy dojdzie on do dna otworu, gdy otwor jest za ciasny, lub
3/100
Na zdjęciu standardowy gwintownik maszynowy nieprzelotowy M20x2,5 z fanara zamontowany w zabieraku ze sprzegłem i kompensacją w osi pracy gwintownika. Sprzęgło to element środkowy ze zdjecia po lewej, do każdej średnicy gwintownika jest inne, ze względu na srednice
chwytu gwintownika oraz inna siłę sprzęgła potrzebną do pracy. Sprzęgło przestaje przenosić moment obrotowy na gwintownik w przypadku gdy dojdzie on do dna otworu, gdy otwor jest za ciasny, lub

źródło: comment_zDHvjJUu0p71BM3IHWqaM0CzI6gMAl4K.jpg
Pobierz


@Salomontheking: gwintowniki fanara są spoko, ale kiedy przyjdzie nam gwintować nierdzewkę wypadało by zaopatrzyć sie te z powłoką.

źródło: comment_pfF0JZlrTgN200DHEOc6O6cCAwOpJpkP.jpg
Pobierz#codziennygwintownik
2/100
Na zdjęciu dwa gwintowniki maszynowe m8x1.25 produkcji fanar. Polskiej firmy produkującej gwintowniki. Ten spiralny służy do gwintowania otworów nieprzelotowych, drugi, prosty, służy do gwintowania otworów przelotowych. Różnią sie Tym że spiralny wypycha wiór za siebie, natomiast prosty pcha wiór przed siebie, czyli wylatuje z drugiej strony otworu. Gwintowniki maszynowe nie wymagają cofania co 1 obrót, ale za ro trzeba obficiej smarować niż ręczne.
2/100
Na zdjęciu dwa gwintowniki maszynowe m8x1.25 produkcji fanar. Polskiej firmy produkującej gwintowniki. Ten spiralny służy do gwintowania otworów nieprzelotowych, drugi, prosty, służy do gwintowania otworów przelotowych. Różnią sie Tym że spiralny wypycha wiór za siebie, natomiast prosty pcha wiór przed siebie, czyli wylatuje z drugiej strony otworu. Gwintowniki maszynowe nie wymagają cofania co 1 obrót, ale za ro trzeba obficiej smarować niż ręczne.

źródło: comment_W3nGQf2VB5J5rDec34nWosNRqwcnj6X1.jpg
Pobierz
@Salomontheking: Za ten opis zacząłem obserwować tag, mam nadzieję że resztą wpisów też będzie miała ładny opis

nie moge tym przelotowym zrobic gwint nieprzelotowy?
@menstuffpl: da się/możesz pod warunkiem że będziesz robił tylko malutki kawałek i cofał by usunąć wióry z otworu i gwintownika (w otworze nieprzelotowym - zbierałyby się "za gwintownikiem" i psuły całą robotę).
W warunkach bojowych "jak nie ma co się lubi", wiedząc co i dlaczego się robi - da się wiele ;) ale po to są dwa różne narzędzia, by każdym z nich
Obróbka wału korbowego.

Hipnotyzujące!
z- 0
- #
- #
- #
- #
- #
- #
Zaczynam coś nowego. Co dzien inny gwintownik.
Na zdjęciu M22x1,5
Gwintownik ręczny, produkcji FWP
1/100
#obrobkametali #cnc #slusarstwo
Obserwujcie tag
#codziennygwintownik
Na zdjęciu M22x1,5
Gwintownik ręczny, produkcji FWP
1/100
#obrobkametali #cnc #slusarstwo
Obserwujcie tag
#codziennygwintownik

źródło: comment_vAkJDLjQwqDu8jOlwiysmIvCk6qNMr8d.jpg
Pobierz



@NewEpisode: zapomniałeś o frezerach :)
@moxie: bardzo oporny materiał. Na przykładzie szlifierki:
- wióry nie są łapane przez magnes i zanieczyszczają emulsję (chłodziwo)
- kamienie ktorymi się szlifuje kwasówkę w momencie się "tępią"
- obróbka jest o wiele bardziej czasochłonna (nie można sobie pozwolić na szybszą pracę bo kwasówka piszczy przy obróbce) i męcząca (hałas i dodatkowy czas)
- wióry nie są łapane przez magnes i zanieczyszczają emulsję (chłodziwo)
- kamienie ktorymi się szlifuje kwasówkę w momencie się "tępią"
- obróbka jest o wiele bardziej czasochłonna (nie można sobie pozwolić na szybszą pracę bo kwasówka piszczy przy obróbce) i męcząca (hałas i dodatkowy czas)

#cnc #obrobkametali Warto zainwestować 4200pln ? Na jakie zarobki mogę liczyć zaczynając prace w tym zawodzie?

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
@Qbiik: Północne mazowsze. Nie pracuje w zawodzie ze względu na żenujące stawki. W moim mieście jest zakład pracy z kilkudziesięcioletnią tradycją w obróbce skrawaniem. Pracowałem tam miesiąc. Ludzie pracujący na starych tokarkach typu "Poręba" dostają 1800-2000zł netto. Ci którzy pracują na tokarkach CNC dostają 2500-2700zł netto/mc (bo obsługują dwie takie tokarki na raz). Te 200zł to premia która nie zawsze jest. Może w innych częściach Polski dostaniesz więcej. Z doświadczenia
konto usunięte via iOS
@Qbiik: Taki kurs da Ci sporo wiedzy ale niestety w naszym kraju mało kto zapłaci Ci za taką wiedzę. Firmy teraz potrzebują 2-3 technologów którzy ogarniają produkcje a zielonki wciskają guzik za 2500zł. Myślę że lepiej kierować się na stanowisko technologa ale do tego przyda się też wiedza operatora. Mimo wszystko lepiej wyjechać gdzieś i tam dobrze zarabiać.
#cnc #obrobkametali
źródło: comment_CTP4CobKAL3CIslbu5U4KRuy1GeHAEEM.jpg
Pobierz