Wszystko
Najnowsze
Archiwum
@samokost-amschtal: Tyle, że na obrabiarki nie potrzeba państwowego egzaminu

@Bele2000: ja wyszedłem z przeświadczenia, że zatrudnię się na CNC w Polsce, potem ewentualnie wyjadę. Wyszło na to, że CNC nie jest dla mnie xD
konto usunięte via Android
Nawiązując do mojej walki z mosiądzem, okazało się że poprawienie mocowania dużo nie dało, nowy frez chiński nie docinał górnej krawędzi. Zmieniłem na frez 3 ostrzowy z HSSCo 8% i było elegancko. Tylko parametry trochę może dałem za słabe bo po wyfrezowaniu kieszeni, podczas wycinania zaczął się zachowywać jak chińczyk, tzn. nie docinał górnej krawędzi. No i oczywiście z racji tego że ma więcej ostrzy to generował dużą temperaturę i stał się

źródło: comment_15972547784dxbvChzh3898KquIRiQms.jpg
PobierzNitki #cnc powitać.
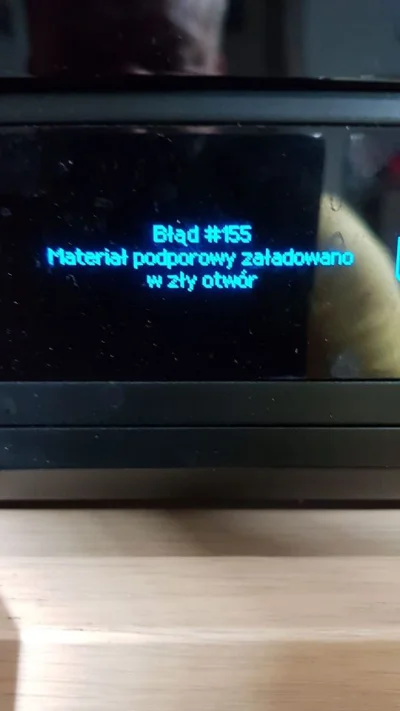
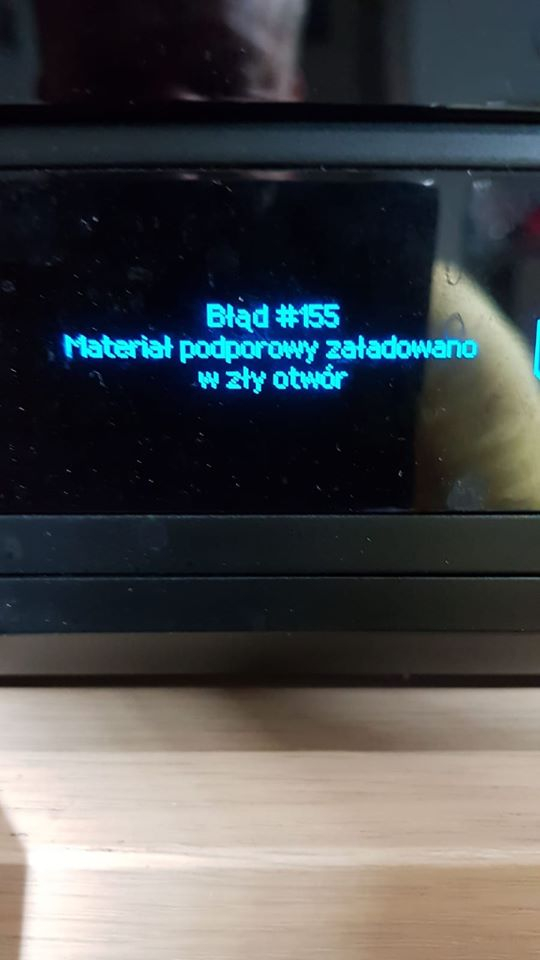
Problem jak na obrazku, jak z tym walczyć? Znika po odłączeniu zasilania.
Problem jak na obrazku, jak z tym walczyć? Znika po odłączeniu zasilania.

źródło: comment_1597233980j3dsxwIpXNpKm0d7I6tifn.jpg
Pobierz@kanarex: Nie wiem, może czujnik jakiś np. prędkości wrzeciona


@eduardo8822 nie mam pojęcia, mam tylko zrobić 1 miarę elemencie nazwanym cylinder ;).
Nie chciało mi się chować laszy, po obróbce wszystko posprzątam.
A i tak jest przecież czysto jak nigdy xd
Nie chciało mi się chować laszy, po obróbce wszystko posprzątam.
A i tak jest przecież czysto jak nigdy xd

@kujol: Jezu człowieku zlituj się nad tą leżącą głowica.

http://e-ploter.pl/komis/sprzedam-teckwin-pq-300-uv/
Taka maszynka + odciąg, sprawna tylko głowice zaschnięte za 6200zł co sądzicie?
Głównie chciałbym to odsprzedać, same sterowniki, silniki, prowadnice itd. tyle mogą kosztować co nie? Jest ktoś oblatany w temacie? :D
#cnc
Taka maszynka + odciąg, sprawna tylko głowice zaschnięte za 6200zł co sądzicie?
Głównie chciałbym to odsprzedać, same sterowniki, silniki, prowadnice itd. tyle mogą kosztować co nie? Jest ktoś oblatany w temacie? :D
#cnc

@Stefaniak91: mogą tyle kosztować a mogą nie. To nir jest maszyna która potrzebuje wytrzymałych części, nie ma tam przenoszonych żadnych obciążeń. IMHO może jakiś majsterkowicz odkupi, bo firmy biorą w leasing i mają w nosie
Dlaczego ja się pytam w mdfie w którym zrobiłem sobie kieszeń, w którą umieszczam obrabiany materiał i dopier*alam łapami dociskowymi z kilku stron drga jak hui? Dziergam w mosiądzu, górna krawędź jest niedocięta (są takie wióry jakby ponacinane łezki - w sumie nie wióry, to coś zostaje na górnej krawędzi, niektóre daje się oderwać, część się trzyma dosyć mocno). Przy posuwach rzędu 100-120mm/min + zaczyna drgać niemiłosiernie, ale i przy niższych też


@Pimenista ucancam od 3 lat korzystam, trochę zbluzgamy w firmie, ale jeszcze nie było rzeczy której nie dało sie wykonać. Wkurza mnie jedynie eksportowanie do innych programów, bo nie zawsze dokładnie wychodzi i trzeba kombinować
@Kudy: Ale taka edycja pliku dxf nie zawsze jest spoko. Jak są jakieś otwarcia, przenikania to trzeba węzłami z palca edytować a w takim aspire to większośc idzie za pomocą opcji domykania ogarnąć.


konto usunięte via iOS
@Pimenista: Weź 3 głębokie wdechy, pomyśl że i tak w tym momencie nic z tym nie zrobisz i ciesz się weekendem ( ͡° ͜ʖ ͡°)

konto usunięte via iOS
#inzynieria #cnc #materialoznawstwo Szukam materiału co będzie pracować w temperaturze około 250-300*C. Będzie izolatorem oraz łatwo daje się toczyć. Buduję coś jak wtryskarka i potrzebuję roztopiony materiał podać na formę za pośrednictwem tego elementu. Problem w tym że nie chcę aby temperatura materiału znacząco spadła więc metale odpadają. Wymyśliłem sobie że roztopiony materiał znajdzie się w cylindrze otoczonym grzałką i przez pracę tłoka wykonanego z tego
@0x34: nic tylko stal z powłoką azotową


Są jakieś wygodne sklepy/hurtowanie sprzedające materiały online? Potrzebuję trochę aluminium w małej ilości płaskownik PA6 6x60 lub jakaś formatka o grubości 6 mm nie za kosmiczne pieniądze. W płaskownikach widzę że sprzedają tylko PA38.
#cnc
#cnc
@QoTheGreat: przyłączam się do pytania
Mosiądz się dobrze dłubie? Grawerskim to obroty na pełną piz*e ale jak z posuwem? No i pewnie też nie można się zagłębić za bardzo jak mamy np. 15 albo 30 stopni frezik. #cnc #obrobkaskrawaniem #obrobkametali
konto usunięte via Android
@Pimenista też jestem ciekaw :>
@szukajek: Ogólnie to tak, to jednak chyba ten grawerski mosiądz. Wiórek drobny, lekki. Gdyby nie problemy z prędkością wrzeciona to można by dowalić na grawerowanie z 800-1k posuwu przy ap 0,06mm frezem 0,2 30 stopni. A frezowanie jakimś frezikiem fi 2-3mm myslę że też albo i więcej.

Komentarz usunięty przez moderatora
@Filipooos: A jak będziesz narzędzie mocował we wrzecionie jeśli jest przycisk od zwolnienia narzędzia?

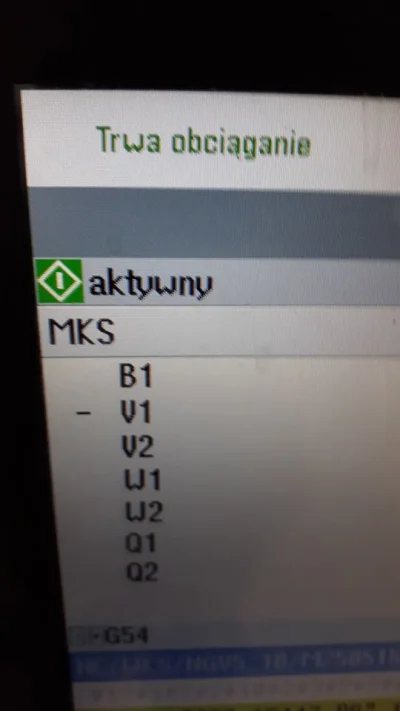
Czy jest jakiś sposób żeby pominąć ten limit. Nie mam programisty na zakładzie z racji urlopu. Zastanawiam się czy da się rozwiązać ten problem czy pozostaje tylko czekać na postprocesor i programistę
#cnc
#cnc

źródło: comment_1596467411rrLcgCZjfUscmyNwHoT23v.jpg
Pobierz
@Sl_w_k_1: Tym ( ͡° ͜ʖ ͡°)
Ewentualnie coś mocniejszego
https://www.kramp.com/shop-pl/pl/p/z%C5%82%C4%85cze-pas%C3%B3w-nap%C4%99dowych-170-mm-4-szt.--MS25GRBK170
Ewentualnie coś mocniejszego
https://www.kramp.com/shop-pl/pl/p/z%C5%82%C4%85cze-pas%C3%B3w-nap%C4%99dowych-170-mm-4-szt.--MS25GRBK170

źródło: comment_15964379599QtMkvnmJTrbj9aFvFyHKm.jpg
Pobierz
@Sl_w_k_1 nie lepiej założyć silnik na stałe do piły na paski klinowe?
Chciałbym zrobić pieczęć stalową z takim kształtem wyciętym/wyciosanym. Powinien szukać jakiegoś fachowca od CNC czy raczej kowala czy kogo? Pytam absolutnie serio bo nie mam zielonego pojęcia nawet jak i o co pytać.
#cnc
#cnc

źródło: comment_1596393871RRV7fa5FSpDiLaeXrwFWn2.jpg
Pobierz
konto usunięte via Android
@Mkbewe_z_Koviru CNC raczej odpada ze względu na duzy koszt produkcji takiej jednej sztuki. Jest to realne ale trzeba zrobić model, wygenerować ścieżkę pod dobrane narzędzia (małe frezy co zwieksza koszt). Myślę ze z 500+ to na luzie coś takiego
@Mkbewe_z_Koviru: Usługa cięcia laserem światłowodowym. Bez problemu wytną taki kształt. Pózniej wycięty kształt wspawać/ wkleić na podstawe. Ewentualnie poszukaj firmy, która robi matryce do hotspamingu.


konto usunięte via Android
@Kzaro xd

źródło: comment_1596367581AGo62VbiEmwm57F0R3dwlu.jpg
Pobierz
@Kzaro: Imadło Lang?

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
@stulejan_perspective: No jak na studiach pierwszy raz się spotkałem z czymś takim jak ostrzenie ściernic tudzież obciąganiem to się uśmiechałem jak wykładowca wypowiadał się w tym temacie xD
#cnc #frezarka #frezowanie #pracbaza #technologia