Aktywne Wpisy
klewerewel +8
#rozowepaski #zwiazki #seks
Bylam w związku z facetem który narzekał ze za rzadko uprawiamy seks i on chcialby częściej. Dla normalnej pary 1 razy w tygodniu to norma. Pracuje cały dzień, wracam do domu o 19, jestem myślami gdzie indziej, jestem skupiona na ważnych rzeczach a seks rozprasza mnie od moich obowiazkow więc nie mam ochoty. Mój były chciał żebym codziennie z nim to robiła... To nie jest normalne. Mezczyzm chcacych zbyt
Bylam w związku z facetem który narzekał ze za rzadko uprawiamy seks i on chcialby częściej. Dla normalnej pary 1 razy w tygodniu to norma. Pracuje cały dzień, wracam do domu o 19, jestem myślami gdzie indziej, jestem skupiona na ważnych rzeczach a seks rozprasza mnie od moich obowiazkow więc nie mam ochoty. Mój były chciał żebym codziennie z nim to robiła... To nie jest normalne. Mezczyzm chcacych zbyt

Chicoxxx66 +128
Gdyby kogoś interesowało tak wyglądały ceny w Polsce w 2000 roku. #minimalnakrajowa wyniosła 700 złotych.
#ciekawostki #zakupy #polska #sklep #sklepy #gospodarka #zycie
#ciekawostki #zakupy #polska #sklep #sklepy #gospodarka #zycie

źródło: temp_file8359507423872986364
Pobierz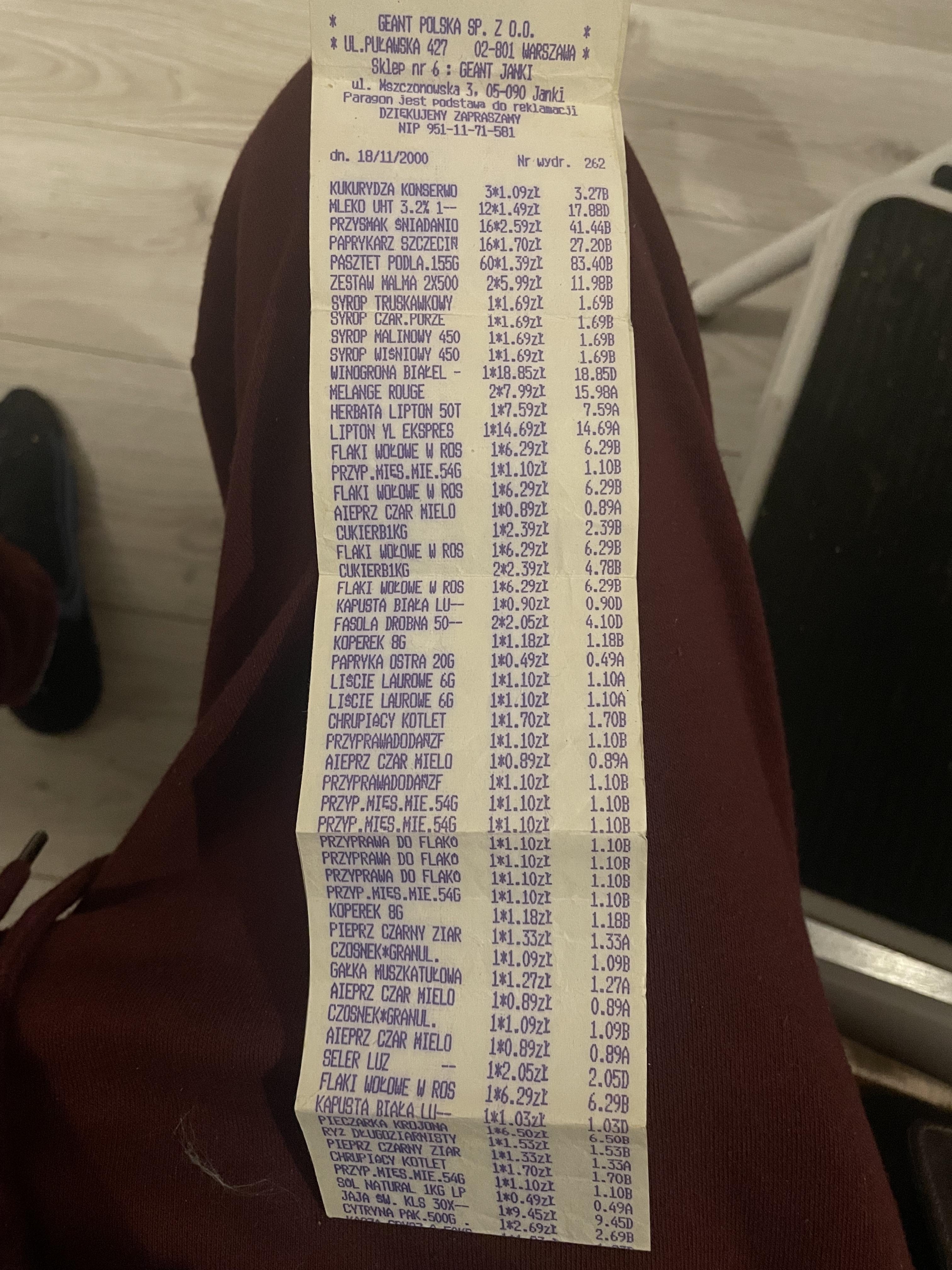{kind=link}
Aktywne Znaleziska




![Dokładnie dziś mój najnowszy album trafia do sieci [WYKOP EFFECT]](https://wykop.pl/cdn/c3397993/b06f52ed2c3a8874bac4d91448d8c9f1081ab2f4dbc343c4d6e5d1f6601d5fa0,q70.jpg)
Mirki pierwszy raz mam do zrobienia walek ze stali ulepszanej cieplnie 35HRC. Mam noz wykanczajacy TNMG 160404 HA 9030. Jak prototyp w stali wyszedl mi idealnie tak tutaj cala powierzchnia jest mocno zawibrowana. Macie jakies rady ?
Walek fi 20 dlugosc obrabiana 60
źródło: comment_Sx5KJJnzxOqPuqM4l29iMgVNDgHwsBj3.jpg
Pobierzźródło: comment_WM6TCu40NCecugVKCZ3IkUeNR9y1ioPg.jpg
PobierzCiekawe jest ze jak robie plytka zgrubna WNMG 080408 GR 5300 przy parametrach Vc 100 F 0.1 to wior sie kreci i jest fioletowy ale powierzchnia gladziutka.
Na tych parametrach co podałem, co najwyżej zmniejsz posuw, obroty powinny być w granicach 5 tys. posuw ogarnij 0,03