Aktywne Wpisy

mentari +188
Ukraina zalewa Polskę SKAŻONYM zbożem!
Będziemy jeść zboże TECHNICZNE i będziemy szczęśliwi!
TRUJĄCA kukurydza nadająca się tylko do palenia trafi jako pasz do polskich swiń!!!
I tak dalej i tak dalej. Nie chcę od razu pisać, że to takie teksty to kacapska propaganda bo to byłoby pójściem na łatwiznę. Powiem inaczej - to zwykła demagogia.
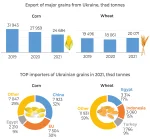
Ukraina od wielu lat jest znaczącym eksporterem produktów rolnych. Popatrzcie na obrazek poniżej. Dane na 2021 r.

CiekawskaWydra +276
Moja największa miłość. Ten mały przystojniak to totalna przylepa, gdy pracuje/gram czy coś oglądam po prostu leży przytulony na rękach. Poznajcie Imbira, kocie dziecko rasy ragdoll (umaszczenie seal mitted blaze) #pokazkota #zwierzaczki #kitku #koty #wykopragdollclub #ragdoll






Komentarz usunięty przez autora
@Jason_Stafford
Niestety w 720p tylko, ale zasada działania jest
https://youtu.be/axuy9hJ2F6I
Komentarz usunięty przez autora
@icanthelpthat
@Jason_Stafford
Na przykładzie 0,75mm luzu na 1mm blachy. Materiał miedź
Tutaj też nie chodzi o wytrzymałość narzędzi, bo większość kolizji powstaje w przypadku złego zaprogramowania. No to już mógłbym Ci esej na ten temat napisać jak to trzeba robić