@krysztal1: Bardziej chodzi o to że jak ktoś się struje by nie było na żarcie później. Musisz dobrze pogadać z kierownikiem sali i będzie dobrze człowiek.
Siema. Mirki jakie buty BHP sobie zachwalacie, jakieś konkretne modele? Przymierzam się do kupna jakiś w granicach do 250, z obiciem noska, dobrze wentylowane oraz co najważniejsze wygodne; co by się dało wystać te 6-8h przy maszynie. Pozdro #cnc #pracbaza #bhp
@kujol: Wiem jak jest na wytaczarkach. Tam rzeczywiście ciężko nie brodzić w wiorach. Ale jak ktoś ma czyste posadzki, to te buty powyżej mają bdb oddychalnosc i stopa po 8h nie jest zmeczona.
W związku z powrotem na polski rynek pracy, zadałem ostatnio pytanie o region świętokrzyski - niestety trochę tam ciężko. Co z Małopolską? Jakie zarobki dla programisty CNC/CAM w Krakowie i okolicy? Są jakieś firmy warte uwagi?
Po kilkuletniej emigracji planuję przenieść się do Polski w rejony Ostrowca Sw. lub Sandomierza. Przeglądam ogłoszenia, ale nie za wiele tam ciekawych ofert dla programistów CNC. Pewnie mógłbym złapać coś jako operator, ale nie chcę się w nowej pracy dusić. Mam 10 letnie doświadczenie w programowaniu frezarek 5-osiowych, doskonale znam Heidnehain, Powermill i Hypermill. Projektuje przyrządy, całe procesy produkcyjne, szkole operatorów - ustawiaczy. Mam doświadczenie przy produkcji form wtryskowych, implantów, narzędzi
@mielonkazdzika: A jak wspominasz sprzedaż maszyn na polskim rynku? Dlaczego zrezygnowałeś? Świetny pomysł z wyszukiwaniem firm na targach. Póki co nie będzie żadnych większych wydarzeń, ale lista obecności z ostatnich może pomóc. @Martwiak: Aplikowałem. Może ktoś jeszcze się wypowie na temat HSW. Dokładniej też przyjrzę się firmom w SW.
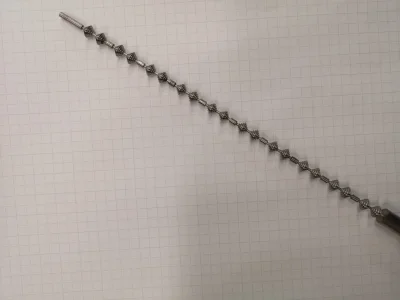
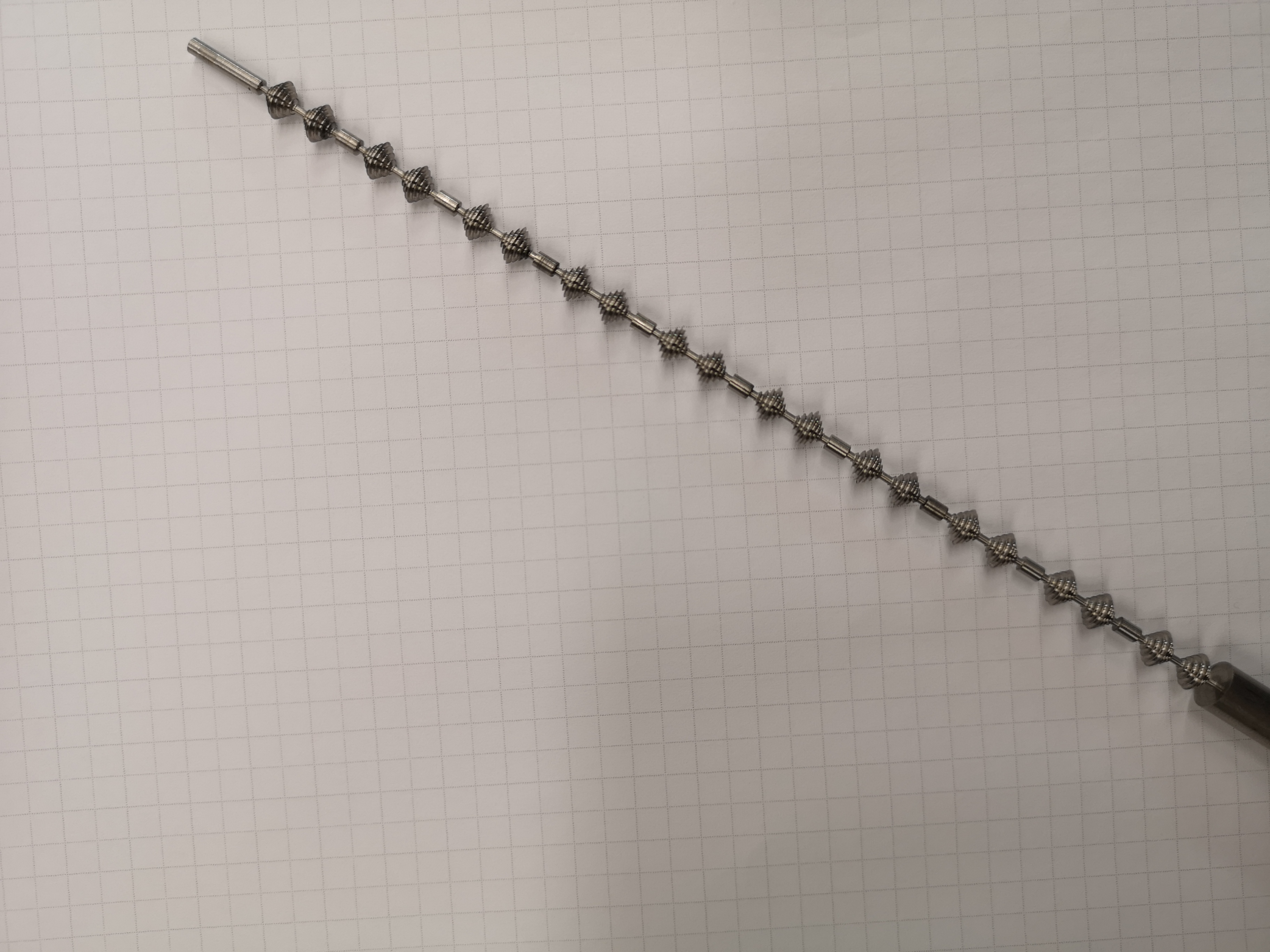
@adekad: Prosto, ale kulkę musiałem centrować na kamerze powiększającej, bo w tej sondzie palec stawia tak mały opór, że wszystkie mikronowe czujniki go przepychały. Spawanie to kiepskie rozwiązanie w przypadku kolejnej kolizji. Na klej, to przynajmniej absorbuje uderzenie, ale wiadomo, że jak brakuje czasu i trzeba od ręki, nikt nie martwi się o to jeśli...
@adekad: Nie wnikałem, ale pewnie nie odkręcił stołu/układu współrzędnych. Kinematyka maszyny też się nie rozjechała. Z takich ciekawych historii, to kiedyś kolega bazował się na ręcznym i nie zauważył, że górna część sondy już mocno zahaczyła o detal. Ta przezroczysta część z elektroniką była już mocno zsunieta. Wcisnelismy z powrotem w imadle. Nie do końca, bo zabrakło regulacji do centrycznosci i trzeba bylo trochę podtoczyc obudowę. Sonda działała przez kilka
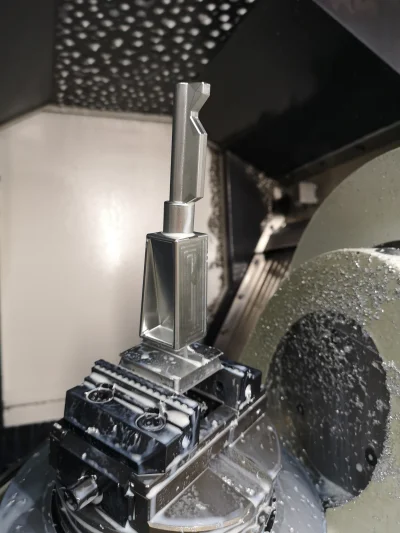
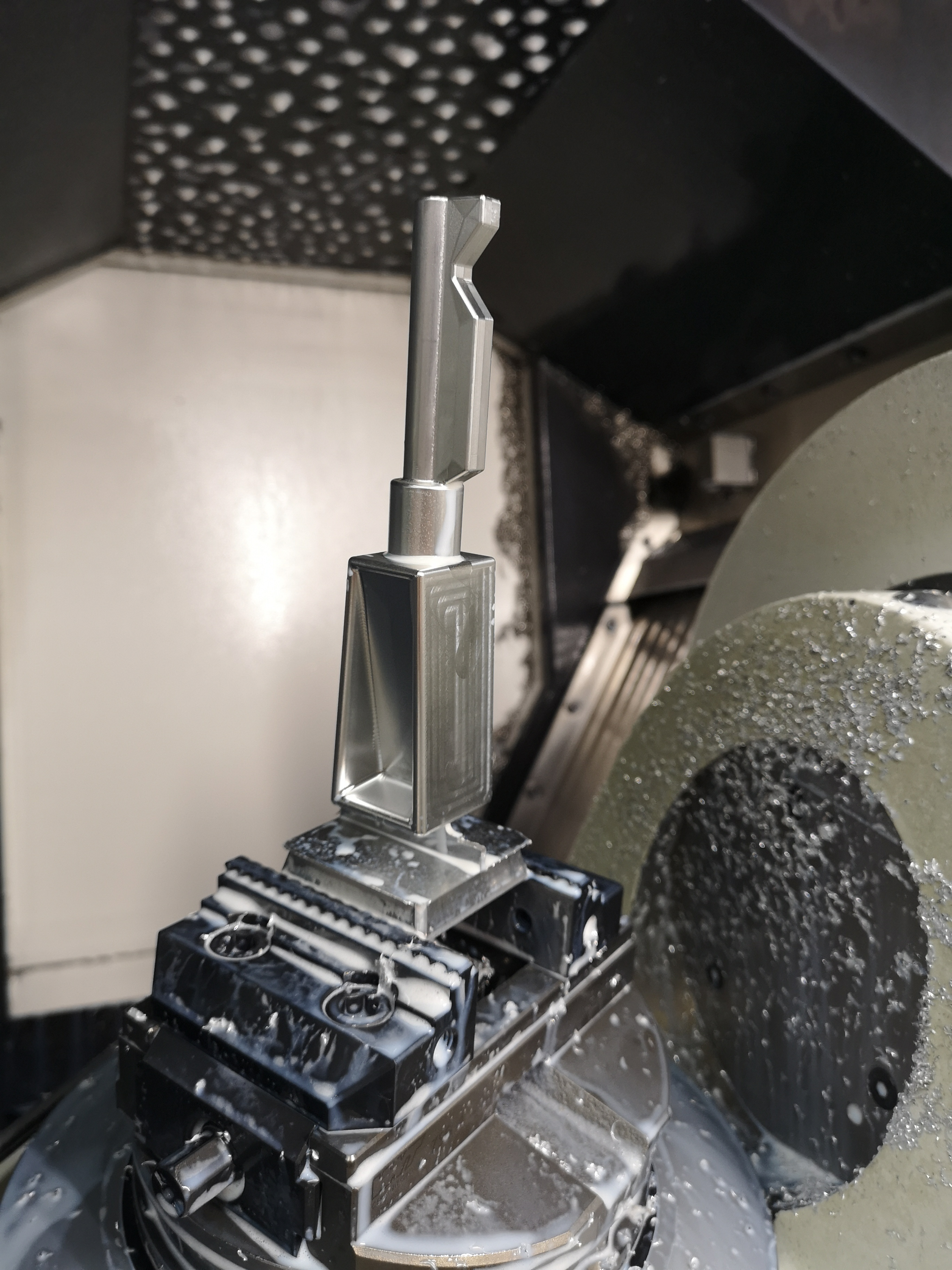
Korzysta ktoś na codzień z barrel end mill albo turbine end mill? A po polsku to będzie chyba frez stożkowy? Może jest ktoś z przemysłu lotniczego, bo tam chyba najpopularniejsza metoda wykańczania elementów cienko ściennych. Potrzebuje informacji nt. jakości konkretnych producentów i samej strategii.
@Dr_Melfi: Jeżeli produkcja jest seryjna, ewentualnie przezbrajasz maszynę pod kilka różnych detali co jakiś czas, to nie ma problemu, żeby zgrać zmiany dla kilku osób. Ja między innymi dlatego zrezygnowałem, bo mi taka praca nie odpowiada, nie lubię powtarzalności. Zmiany 2/2 to też w praktyce nic fajnego. Zrobienie etatowych godzin w połowie miesiąca i ewentualny powrót do domu, powodują, że dochodzisz do siebie przez kilka kolejnych dni. Aha i często
@kujol: Mam z tym styczność na codzień, znam też maszyny Hermle i jako programista - ustawiacz, to wybrałbym samo C62u do robienia prototypów. Paletyzacja jest fajna, jak dobrze pokombinujesz, to maszyna zarabia 150€/h przez 24h/dobe, będąc obsługiwana przez jednego operatora. Wtedy taki robot zwraca się stosunkowo szybko. W firmie w której pracuje w pół roku uruchomili dwadzieścia cztery Citizeny L20. Pracują non stop, roczna produkcja 18mln sztuk. Myślę, że 2






{kind=link}
{kind=link}
{kind=link}
{kind=link}