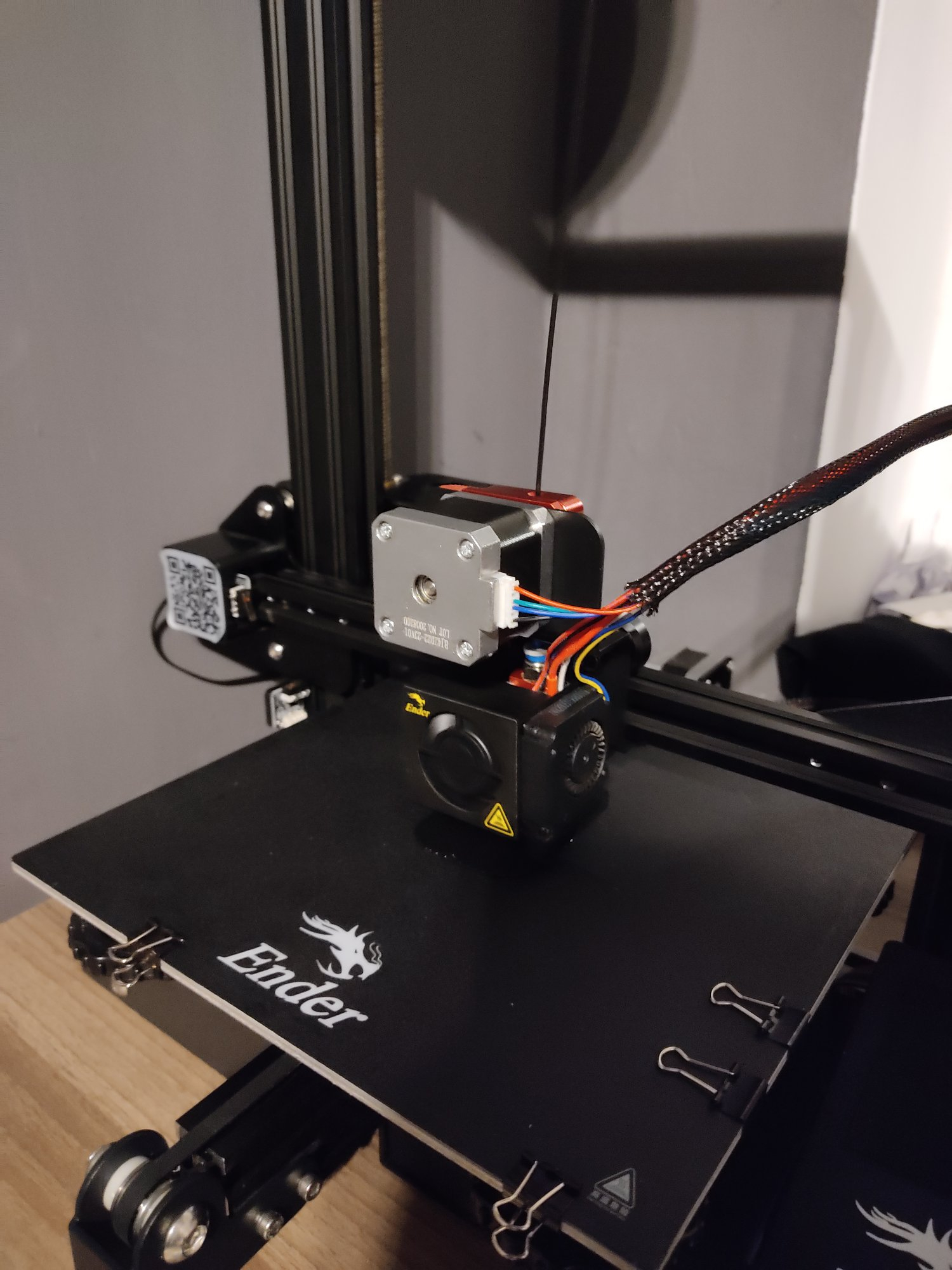
Mam problem z moim Ender 3. Wczoraj puściłem dwa wydruki 5h i 4h wyszły bez zarzutu i drukarka też nie dawała złych znaków. Dzisiaj, gdy włączyłem zasilanie podświetlenie wyświetlacza zapaliło się, ale żadna treść nie jest wyświetlana, restarty, czekanie dłużej, przepięcie przewodów jeszcze raz nic nie pomogło. Nikt nic przy niej nie grzebał, ani nie była uderzona. Miał ktoś z Was taki przypadek? Płyta oryginalna Creality 4.2.2
#ender3 #druk3d
#ender3 #druk3d

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Wydrukuj sobie nową budę na elektronikę ;)