Programowanie obrabiarek CNC cz.1
Porównanie programowania frezarek CNC metodami CAM oraz manualnego programowania w edytorze tekstu. Część 1 ponieważ będzie to dużo materiału, a nie chciałbym wrzucać książki.
- #
- #
- #
- #
- #
- #
- 68
- Odpowiedz
Porównanie programowania frezarek CNC metodami CAM oraz manualnego programowania w edytorze tekstu. Część 1 ponieważ będzie to dużo materiału, a nie chciałbym wrzucać książki.
To już trzeci mój wpis w tematyce cnc. Jestem pod wrażeniem tego, jakim zainteresowaniem cieszyły się poprzednie wpisy, dlatego zamierzam kontynuować tą zabawę i tym razem omówię temat programowania cnc. Nie przedłużając więcej zapraszam do lektury.
Znane są mi dwa sposoby programowania obrabiarek CNC. Pierwszy ręczne pisanie kodu oraz drugi programowanie w CAMie. Oba sposoby mają swoje wady i zalety, które omówię poniżej. Program jest to zestaw instrukcji w języku G-code interpretowanym i wykonywanym przez maszynę CNC.
CAM jest rodzajem oprogramowania z graficznym interfejsem użytkownika, w którym renderowany jest dwu lub trójwymiarowy model detalu. Programowanie przy pomocy CAM polega na wybieraniu cykli będących poszczególnymi etapami obróbki(frezowanie, wiercenie itp.) i przypisywanie im odpowiednich ścieżek narzędzi odpowiadających modelowi 3D. Następnie postprocesor zajmuje się resztą tłumacząc naszą pracę na język maszyny CNC. Mimo tego użytkownik wciąż musi posiadać wiedzę na temat obróbki materiałów i technologii produkcji, aby móc efektywnie i bezpiecznie wykorzystać możliwości obrabiarki.
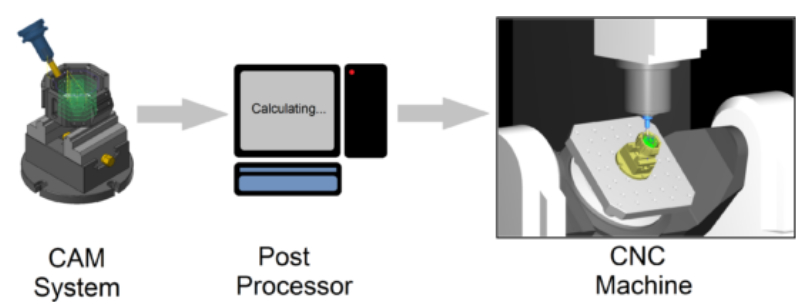
Proces tworzenia programu przy użyciu CAM.
Niewątpliwą zaletą oprogramowania CAM jest znaczne skrócenie i ułatwienie programowania maszyn CNC, zwłaszcza przy bardziej skomplikowanych detalach o nieregularnych kształtach itp. Użytkownik nie musi szczegółowo znać kodu programowanej obrabiarki, a dzięki trójwymiarowej wizualizacji nie musi również wysilać swojej wyobraźni. Niestety kod wygenerowany tą metodą bywa trudny do odczytania, a wprowadzanie ewentualnych korekcji z poziomu maszyny czy zwykłego edytora tekstu zakrawają o masochizm. Również koszt licencji na tego typu oprogramowanie może mocno obciążyć budżet mniejszych przedsiębiorców.
Przykładowy filmik przedstawiający symulację pracy obrabiarki CNC w programie typu CAM.
Tańszą metodą(czy na pewno?) jest pisanie kodu ręcznie. Nie wymaga ona
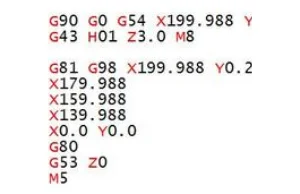
żadnego oprogramowania, a w wielu przypadkach nawet komputera, ponieważ większość maszyn posiada własne edytory. Nie będę się za bardzo zagłębiać w języki programowania, bo jest to temat rozległy jak wody dniepru, ale jeśli kogoś interesują takie szczegóły to odsyłam do lektury podręczników będących równocześnie manualami do popularnych obrabiarek (uwaga na pakiety danych! Duże pliki PDF) Haas , Heidenhain, Sinumerik. Przedstawię natomiast na przykładzie obrabiarek Haas ogólną strukturę programu oraz kilka sposobów, dzięki którym program będzie znacznie krótszy(będzie zawierać mniej instrukcji) i łatwiejszy w wprowadzaniu zmian od programu wygenerowanego w CAMie. Zważywszy na ograniczone zasoby pamięci w maszynach CNC redukcja objętości programów jest przydatną umiejętnością.
Poza samą nazwą programu, czy oznaczeniem jego rozpoczęcia i zakończenia w edytorze tekstu symbolem %, na samym początku każdy program powinien zawierać podstawowe instrukcje, deklaracje, informujące maszynę o wybranym układzie współrzędnych roboczych, wybranym układzie jednostek na międzynarodowy lub imperialny(metry/cale, nie dotyczy Haas’a), anulowanie wszystkich cykli, kompensacji długości i promienia narzędzi, oraz reset z położenia inkrementalnego na absolutne w układzie współrzędnych.
Wybrany układ współrzędnych roboczych odnosi się do rzeczywistych punktów zerowych w osiach XYZ układu kartezjańskiego prostokątnego, oraz osi obrotowych maszyny ABC. Do wyboru układu współrzędnych służą funkcje “G54 - G59” odnoszące się do zapisanych w tabeli kordynatów punktów bazowych.
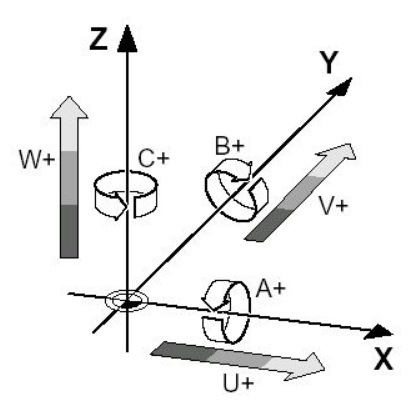
Osie układu współrzędnych w maszynie CNC.
Najprościej mówiąc przestrzeń robocza maszyny jest opisana przy pomocy trzech osi układu współrzędnych(jak w Minekrafcie), w której operator umieszcza detal, a następnie przy pomocy sondy pomiarowej(mechanicznej lub cyfrowej) informuje obrabiarkę o jego położeniu, wyznaczając tym sposobem punkty zerowe układu współrzędnych i przypisując je funkcjom G54-G59
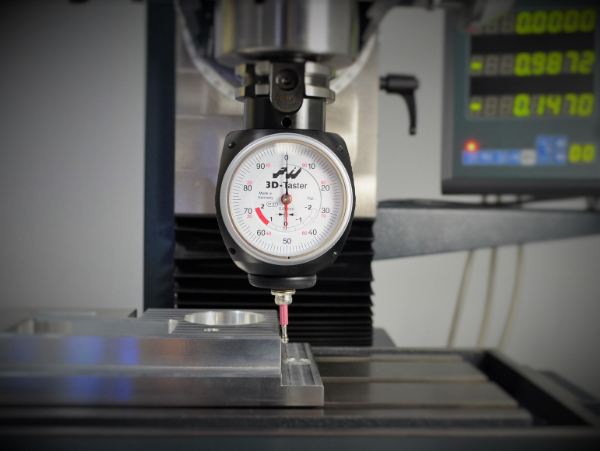
Mechaniczna sonda pomiarowa. Występuje również w wersjach zdigitalizowanych umożliwiających zautomatyzowanie procesu wyznaczania punktów bazowych.
Później na podstawie tych punktów opisywane są instrukcje obróbki, miejsca w których maszyna wykonuje kolejne cykle i operacje, dlatego najwygodniej jest dobrać je tak, żeby odpowiadały informacjom zawartym w rysunku technicznym. Dla przykładu, jeśli wszystkie otwory są zwymiarowane od lewej i “tylnej” krawędzi detalu, to najbardziej rozsądnym miejscem dla wyznaczenia bazy jest lewa i tylna krawędź obrabianego materiału, tak aby w trakcie programowania nie wykonywać niepotrzebnych obliczeń związanych z geometrią.
Następnie przy pomocy kodów G40 i G49 należy wyzerować kompensacje narzędzi, która była używana w poprzednich programach. Kompensacja to nic innego, jak odsunięcie w osi o długość lub promień narzędzia. Są to parametry pobierane z tabeli narzędzi dotyczące wymiarów danego narzędzia. Jeśli nie wyzerujemy tych parametrów maszyna może zachować się w nieoczekiwany i nieprzewidywalny dla nas sposób, np przesunąć oś Z na wysokość, która znajduje się już pod stołem prowadząc tym samym do kolizji.
Zerowanie cykli również służy bezpieczeństwu i zapobieżeniu kolizji, a odbywa się przy wywołaniu funkcji G80. Cykle wykorzystywane w poprzednich programach mogły nie zostać anulowane, wówczas chcąc przesunąć narzędzie na np. koordynaty X-0 Y-0 maszyna może rozpocząć wykonywanie ostatniego cyklu w tych koordynatach.
Ważnym również jest zadeklarowanie funkcją G90 pozycjonowania absolutnego. Pozycjonowanie absolutne oznacza, że maszyna będzie przemieszczać narzędzie do zadeklarowanych koordynatów XYZ, natomiast pozycjonowanie inkrementalne (G91) oznacza, że maszyna będzie przemieszczać narzędzie z aktualnego punktu o wartość XYZ. Czyli, jeśli X będzie równe 10, to maszyna przemieści narzędzie o 10 jednostek w prawo wzdłuż osi X(albo przesunie stół w lewo o tę samą wartość).
Mając w ten sposób zadeklarowany wstęp w programie możemy przejść do programowania obróbki nie mając przy tym obaw, że jakieś demony przeszłości narobią nam niezłego bigosu w trakcie pracy.
W związku z tym, że temat programowania jest znacznie bardziej obszerny postanowiłem podzielić go na co najmniej dwa, a może nawet trzy wpisy, które będą dotyczyć programowania narzędzi oraz cykli obróbki i przedstawię kilka sposobów na skrócenie objętości kodu.
Zapraszam również do zapoznania się z poprzednimi artykułami.
https://www.wykop.pl/link/5046...
https://www.wykop.pl/link/5048...
Pisząc ten i poprzednie artykuły posiłkowałem się następującymi tekstami:
1. Obsługa i programowanie obrabiarek CNC. Podręcznik operatora autorstwa Witolda Harbata,
2. Wikipedią CAM, CNC, G-Code.
3. Portal wiedzy CNC.
4. Instrukcja obsługi operatora frezarki Haas
tygodnia






Komentarze (68)
najlepsze
- przez sterownik metodami graficznymi, najlepsze dla tokarzy z doświadczeniem ale trochę za starych na naukę programowania. Tokarz podaje maszynie kroki przez kreatory, np zbierz 10mm materiału na długości 100mm po 1mm na przebieg, prędkość posuwu x, obroty wrzeciona i.
- przez zwykły G code - G code podobne jest trochę
@LabGuy: same operacje różnią się od siebie
W artykule na zdjęciu jest sonda 3D
Komentarz usunięty przez moderatora
Chodzi mi o bazowanie wykonywanej operacji. Niejednokrotnie widzialem potrzebe by z nich skorzystać na już zbazowanym detalu