Aktywne Wpisy

Oskaros +16
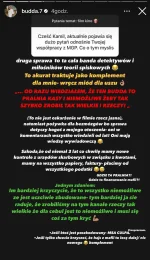
Z drugiej strony jeśli budda to wielki słup mafiozów to dlaczego nigdy nie wpadł ani nie ma ani jednego promila takiego tyci tyci dowodu że coś go łączy z mafiozami.
Sam prowadzę firmę i wiem jak wygląda skarbówka, trudno jest w tych czasach robić wałki. Tzn inaczej. Walki jest robić prosto ale równie prosto jest w nie wpaść, a trudno jest zrobić wałki które nigdy nie wyjdą na jaw. Nawet ten ziomek
Sam prowadzę firmę i wiem jak wygląda skarbówka, trudno jest w tych czasach robić wałki. Tzn inaczej. Walki jest robić prosto ale równie prosto jest w nie wpaść, a trudno jest zrobić wałki które nigdy nie wyjdą na jaw. Nawet ten ziomek
źródło: IMG_1818
Pobierz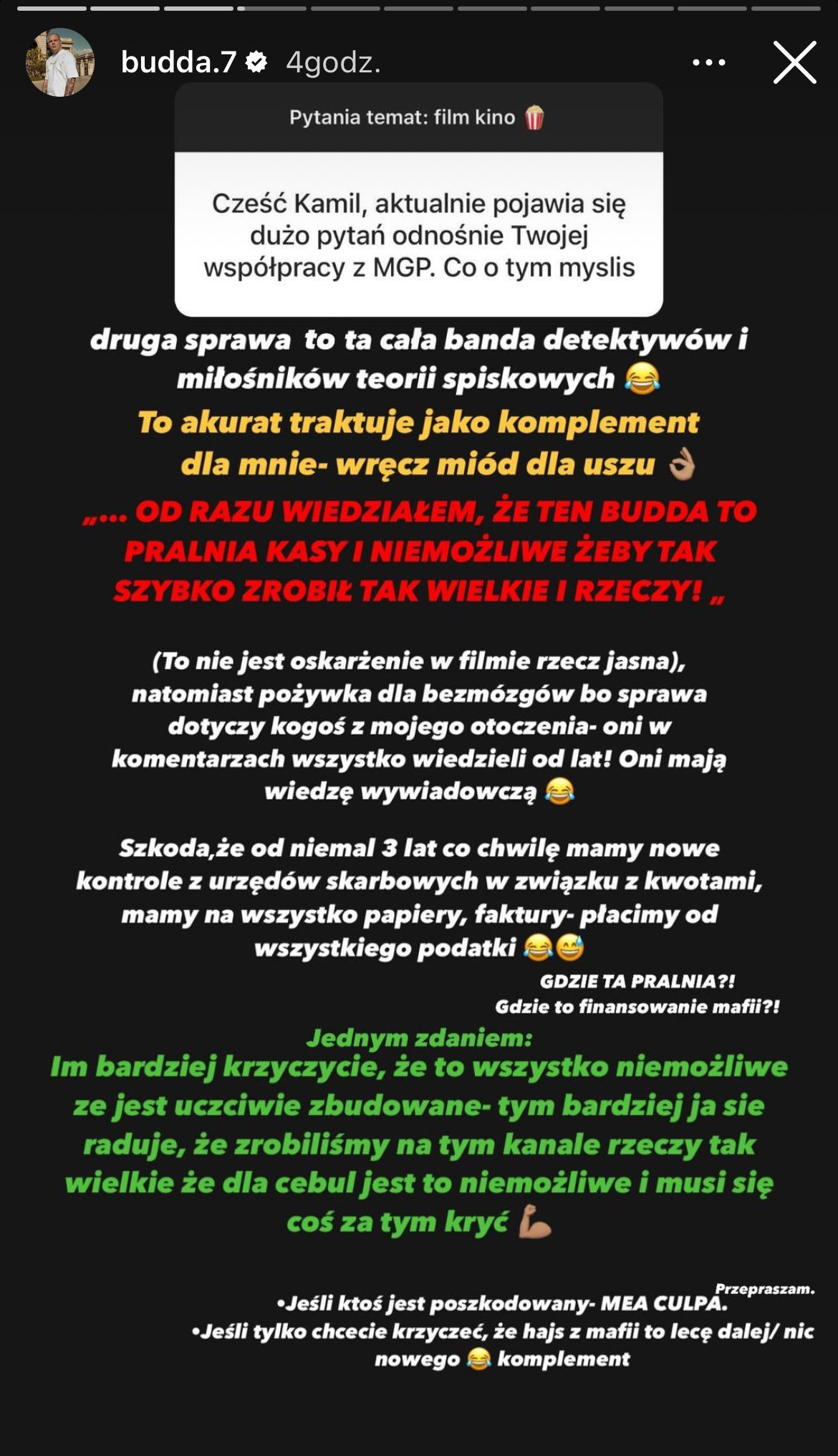{kind=link}
BarkaMleczna +159
Pośrednicy nieruchomości, jak ja ich #!$%@? nienawidzę.
Nie dość, że są kompletnie zbędnym tworem generującym tylko koszty, to jeszcze żaden z nich nie potrafi wykonywać swojej roboty.
Od miesięcy szukam działki do kupienia, i ogłoszenia wystawione przez pośredników:
- 5/10 są nieaktualne
- Zawierają absolutnie szczątkowe informacje (brak chociażby takich podstaw jak dokładne wymiary działki, a wszelkie pytania i tak kończą się na "to ja zapytam właściciela", nie wiedzą nic)
- zdjęcie
Nie dość, że są kompletnie zbędnym tworem generującym tylko koszty, to jeszcze żaden z nich nie potrafi wykonywać swojej roboty.
Od miesięcy szukam działki do kupienia, i ogłoszenia wystawione przez pośredników:
- 5/10 są nieaktualne
- Zawierają absolutnie szczątkowe informacje (brak chociażby takich podstaw jak dokładne wymiary działki, a wszelkie pytania i tak kończą się na "to ja zapytam właściciela", nie wiedzą nic)
- zdjęcie

źródło: działka
Pobierz{kind=link}
Aktywne Znaleziska





wołam @ossj: @michal-zalewski: @prawy_mirek: @Kuork: @zly_dzien: @izuska250: @tomsonyot:
znalazłem pare robali w moim kodzie, dodaję poprawiony.
%
O0001
N1
G80 G90 G17 G20 G40
T1 M6
G54 G00 X0 Y0 S3000 M3
G43 H1 D1 Z1.
M8
G1 Z.0 F50
#101=.315 (RAD) #102=2.(WIDTH) #103=.05 (STEPOVER)
#104=1. (DEPTH) #105=3. (LENGTH) #106=0 (ANGLE)
#107=3. (TOTAL DEPTH)
#110=60. (FEED) #115=120. (RAPID FEED)
M97 P100
G0 Z2.
G91 G28 Z0.
G28 Y0.
M30
N100
G91
G68 R#106
#131=0
WHILE [#131 LT #107] DO 1 (DEPTH LOOP)
#130=-#103
G1 Z-#104 F#110
G1 G41 Y-[#102/2] F#115 (RAPID TO INITIAL POS)
WHILE [#130 LT #105] DO 2 (TROCHOID LOOP)
G1 X#103 F#110 (INCREMENT CUT)
G3 X0 Y#102 R#102 (CUT RAD)
G1 X-[#101*1.5] (RETRACT CUTTER)
G3 X0 Y-#102 R#102 F#115 (BACK RAD)
G1 X[#101*1.5] (BACK TO INITIAL POS)
#130=#130+#103 (LOOP VARIABLE)
END 2
G1 G40 Y[#102/2] F#115 (RETRACT TO START POS)
G0 Z#104
G1 X-[#130]
G1 Z-#104
#131=#131+#104 (LOOP VARIABLE)
END 1
G69
M99
%
źródło: comment_A4m1gM2mPlG7f71kImQNjIwIdF8JenIK.jpg
Pobierz