Aktywne Wpisy

Zwierz33 +8
Jestem załamany tymi Polskimi kobietami. Dramat, nie da się nikogo normalnego poznać do trwałego i szczęśliwego związku.
Założyłem konto na fb dating, jest lepszy niż jakieś badoo gdzie pełno botów, starych kont i za wszystko trzeba płacić. Sympatia może i była dobra ale kiedyś, obecnie to dinozaur jak nasza-klasa swego czasu. Tu przynajmniej płacić nie trzeba bo człowiek jest produktem. Chyba każdy wie na czym zarabia fb. Przewaga to to że, dostaje
Założyłem konto na fb dating, jest lepszy niż jakieś badoo gdzie pełno botów, starych kont i za wszystko trzeba płacić. Sympatia może i była dobra ale kiedyś, obecnie to dinozaur jak nasza-klasa swego czasu. Tu przynajmniej płacić nie trzeba bo człowiek jest produktem. Chyba każdy wie na czym zarabia fb. Przewaga to to że, dostaje
{kind=link}


ktbffh +605
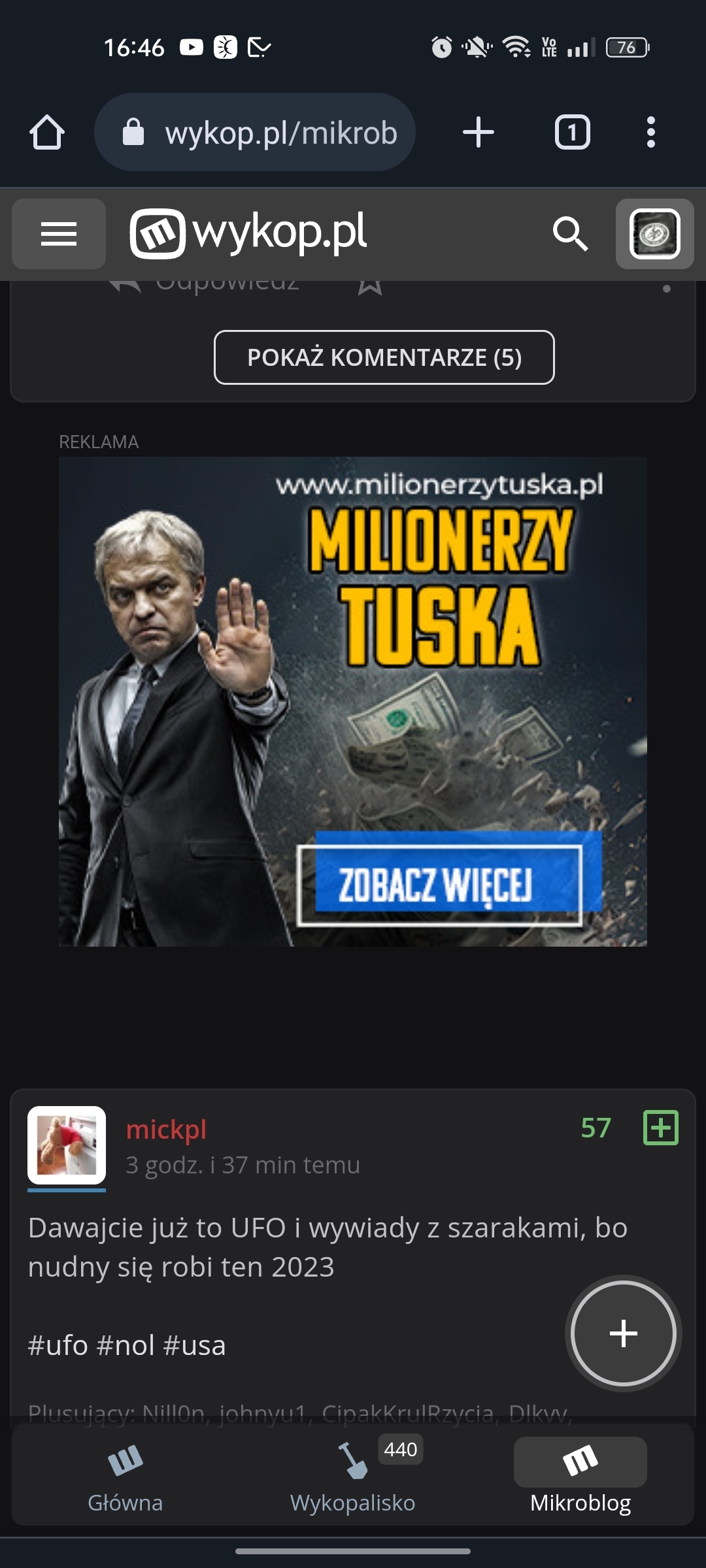
Patrzcie jakie ładnie reklamy na wykopie XD
Brawo Panie Biauek, o taki vikop nic nie robiłem.
https://milionerzytuska.pl/
#wykop #orlen #pis #po #reklamakreatywna reklama
@orlen_lite co to za gównostrona broniącą waszego prezesa? XD
Brawo Panie Biauek, o taki vikop nic nie robiłem.
https://milionerzytuska.pl/
#wykop #orlen #pis #po #reklamakreatywna reklama
@orlen_lite co to za gównostrona broniącą waszego prezesa? XD
{kind=link}

Aktywne Znaleziska





Prosta walcowa zębatka jak na fotce, z otworem na oś na 6mm (plus blokowanie imbusem z boku) a ja potrzebuję to nasadzić na oś 6.35mm, nie potrzeba nawet na wylot - wystarczy te wstępne 8-10mm w głąb otworu. Wiertła 6.35 nie mam ;) a na czymkolwiek bym nie robił - to stracę centryczność/wyważenie, to trzeba by na tokarce śmignąć.
Tylko czy znajdzie się a) tak mały ząbek by wejść w otwór fi6 b) ktoś chętny by poświęcić więcej czasu na mocowanie tego w maszynie, niż sama obróbka będzie trwała ?
uruchom krokowca na szybkie obroty, przyłóż papier ścierny i zjedź ośke o te 0.35
tylko dla 0.35 i jeśli musi kombinować papier ścierny i 5 minut jest jednak wygodniejszą opcją
ja bym po szkolnych warsztatach poszukał tam idzie sie z nauczycielami dogadać albo po warsztatach ogumienie, niekiedy na tokarkach tarcze aut przetaczają jest trochę opcji
to jest na silnik krokowy oraz na "drugą stronę", a jeszcze nie wiem na który założę - mam kilka, a przerabiać wszystkie silniki (które w większości są 6.35 a nie 6) to trochę bez sensu, zwłaszcza że wszelkie inne ich zastosowania (sprzęgła bezluzowe itp) mam nadal na 6.35. Tylko akurat dorwałem worek zębatek i pasków do nich, tylko wszystko na 6mm...
Sam mam cnc, ale nie mam sondy by prawidłowo to osadzić i wycentrować - na jednym kółku już próbowałem, g12 i6.35 z kompensacją narzędzia - i zrobiłem idealny otwór 6.35, tylko że
Czasami tak robię jak np szczęki nowe zaczynam którymi muszę złapać detal o małej średnicy, dobry patent polecam :P
A w przypadku o którym wyżej mówiłem to
W cholerę, wolałbym jakoś spróbować sam dać sobie radę.
Mam CNC, mam oś obrotową - znaczy prawie-tokarkę http://www.kimla.pl/img/gallery/gal_60_L.jpg tylko że to nie ma żadnej mocy obrotowej, raczej służy tylko do trzymania i obracania o zadany kąt elementu obrabianego wrzecionem z góry, normalnego cnc. Realnie maks rpm który mi się udaje uzyskać, to jakieś ~200obr/min, ale wtedy moment jest zerowy (ręką to zatrzymam przy takich obrotach).
Jeszcze jakbym