#nxcam #cad #obrobkametali #technologia #cnc
Witam, jak to jest z tym NX? Bez przypału można instalować dostępne wersje w necie czy jednak jest coś na co trzeba zwrócić uwagę? Pozdro!
Witam, jak to jest z tym NX? Bez przypału można instalować dostępne wersje w necie czy jednak jest coś na co trzeba zwrócić uwagę? Pozdro!










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
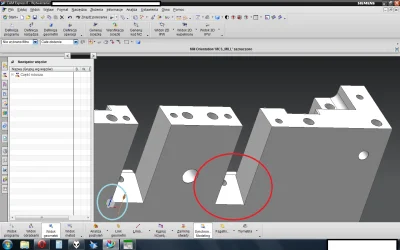
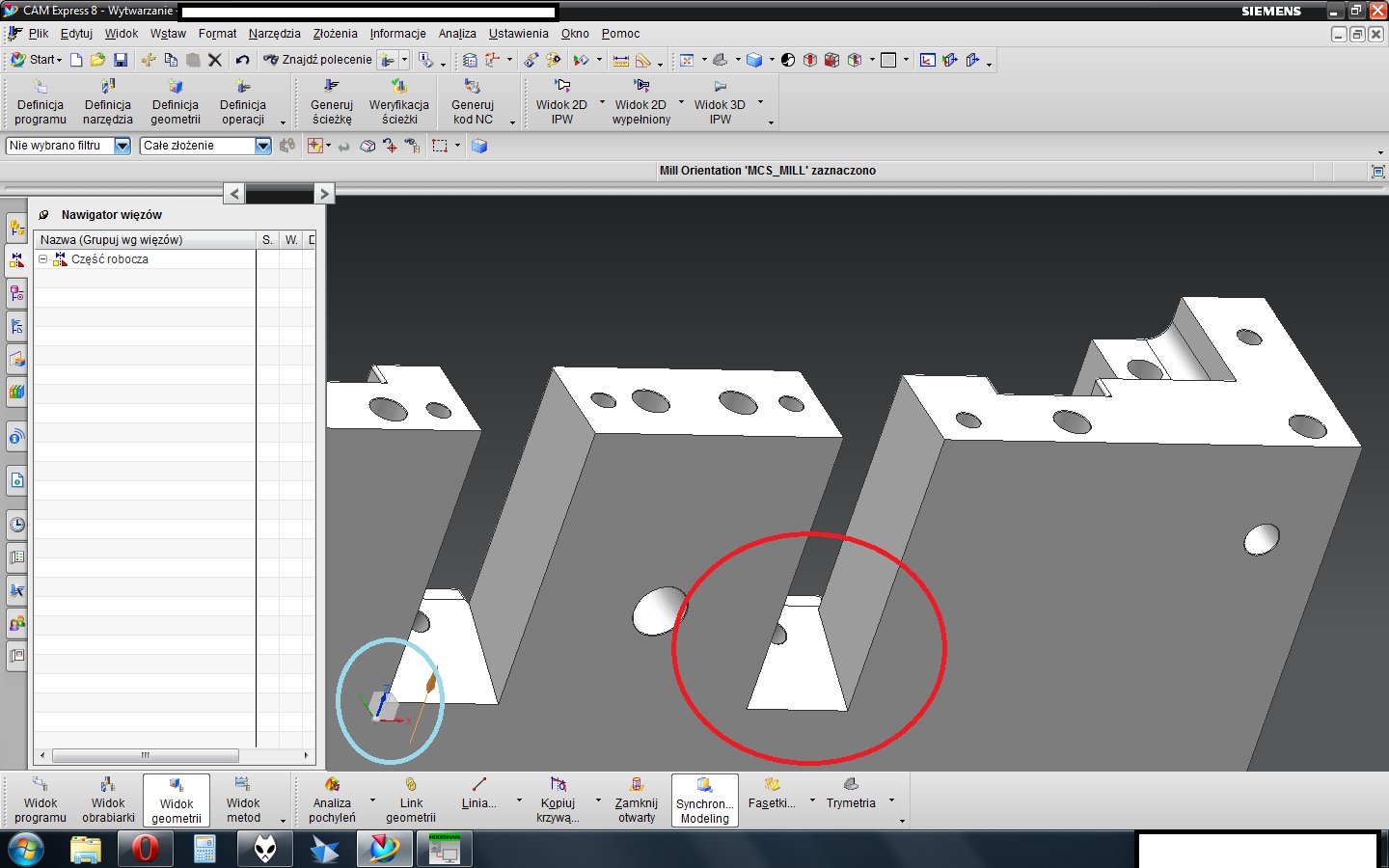
2 detale. Bardzo podobne. Różne rozmieszczenie otworów. Hole Milling, 2 otwory 8E8, identyczne. W pierwszym detalu wiercenie i później rozfrezowanie hole millingiem z korekcją. Wszystko poszło miodnie. Drugi detal. Leci hole milling i